¤ß’Lķy╩ŪĖ▀Āt¤ÆĶF╔·«aųąĄ─ĻPµIįOéõų«ę╗Ż¼Ųõ╩╣ė├ē█├³Ą─ķLČ╠ī”Ė▀Āt╔·«aėą║▄┤¾ė░ĒæĪŻ─┐Ū░Ż¼Ė▀Āt╔·«aųąŲš▒ķ▓╔ė├┴╦Ė▀’L£žĖ▀’Lē║Ą─╔·«a╣ż╦ćĪŻĖ▀Ātę▒¤ÆĢrŻ¼ķyķTķ_åóŻ¼¤ß’Lķy│ą╩▄üĒūį¤ß’LĀt╝s1 350Īµ¤ß’LĄ─ø_╦óŻ╗Ė▀Ātą▌’LŲ┌Ż¼ķyķTĻPķ]Ż¼¤ß’Lķyėųę¬│ą╩▄üĒūįĖ▀ĀtųąŠ▐┤¾Ą─¤ßžō║╔ĪŻę“┤╦Ż¼─┐Ū░┤¾▓┐ĘųĖ▀ĀtČ╝▓╔ė├ėą─═╗Ø▓ūó┴ŽĄ─ęr└’¤ß’LķyĪŻ─═╗Ø▓ūó┴ŽŠ▀ėą─═Ė▀£žĪó─═¤ß’Lø_╦ó╝░Ė¶¤ßĄ╚ū„ė├Ż¼┐╔ęį▒ŻūoķyķTĮī┘śŗ╝■▓╗╩▄Ė▀£ž¤ß’LĄ─ų▒Įėū„ė├Ż¼Ę└ų╣Įī┘śŗ╝■Ė▀£ž▄ø╗»║═č§╗»Ė»╬gŻ¼Å─Č°▀_ĄĮķyķTį┌Ė▀£žŽ┬╦∙ę¬Ū¾Ą─ÅŖČ╚ĪŻ
ķy░Õę╗░Ń▓╔ė├å╬īėųž┘|▓╗Č©ą═─═╗Ø▓ūó┴ŽĖ▓╔wŻ©╚ńłD1╦∙╩ŠŻ®Ż¼┐╔ęį─═Ė▀£žŻ¼─═¤ß’Lø_╦óŻ¼Ą½ųž┘|─═╗Ø▓ūó┴Ž¤ßī¦┬╩Ė▀Ż¼Ė¶¤ßą¦╣¹▌^▓ŅŻ¼╣╩ķy░ÕąĶ▓╔ė├┤¾┴┐裣h╦«└õĮĄĄ═Įī┘śŗ╝■£žČ╚ĪŻ┴Ēę╗ĘĮ├µŻ¼čŁŁh╦«└õ▓╗└¹ė┌▓╗Č©ą═─═╗Ø▓ūó┴ŽĄ─Ė▀£ž¤²ĮYČ°╠š┤╔╗»ĮY║ŽŻ¼ī¦ų┬─═╗Ø▓ūó┴Ž─═Ė▀£žąį─▄▌^▓ŅĪŻę▓ėą╔·«a╚╦åT▓╔ė├å╬īė▌p┘|Ė¶¤ß─═╗Ø▓ūó┴ŽŻ¼ėąĖ¶¤ßą¦╣¹Ż¼Ą½╩Ū─═¤ß’Lø_╦óąį─▄▌^▓ŅŻ¼«aŲĘē█├³▌^Č╠ĪŻå╬īėĖ▓╔w─═╗Ø▓ūó┴ŽĮYśŗå╬ę╗Ż¼╩®╣ż╣ż╦ć║åå╬Ż¼Ą½╣Ø╦«Īó╣Ø─▄Īó╩╣ė├ē█├³╝░æ¬ė├ą¦╣¹Č╝▌^▓ŅŻ¼▀@╩Ū─┐Ū░ķy░Õ┤µį┌Ą─å¢Ņ}ĪŻ
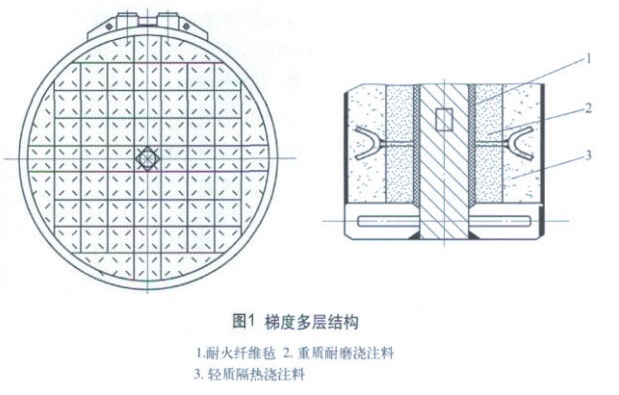
×ķĮŌøQ╔Ž╩÷┤µį┌Ą─å¢Ņ}Ż¼Ė─ė├║Ž▀mĄ─Å═║Ž▓─┴ŽŻ¼▓╔ė├╠▌Č╚ČÓīė─═╗▓─┴Ž╩®╣ż╣ż╦ć║═▒Ē├µ═┐īė╣ż╦ćŻ¼▒ŻūoĮī┘├ŌįŌĖ»╬gŻ¼╠ßĖ▀š¹¾wĖ¶¤ßą¦╣¹║═╣żū„īė▒Ē├µ¤ß▌Ś╔õ┬╩Ż¼ĮĄĄ═¤ß┴┐┴„╩¦Ż¼┤┘╩╣╣żū„īė─═╗▓─┴Ž¤²ĮYŻ¼┤_▒Ż▓─┴Ž╣żū„▒Ēīė╠š┤╔╗»ĮY║ŽŻ¼čėķL┴╦▓─┴Ž╩╣ė├ē█├³ĪŻ╩®╣ż╣ż╦ć╚ńŽ┬Ż║
Ż©1Ż®į┌│²▀^õPĄ─ķy░Õ╔ŽŽ╚▀Mąą═┐─©Ė¶¤ß═┐┴Ž1Ī½2mm║±Ż¼ūį╚╗’LĖ╔ĪŻ
Ż©2Ż®į┌Ė¶¤ß═┐┴Ž╔ŽŲĮõü╣Ķ╦ßõX└wŠS╝ł╚²īė╣▓9mm║±Ż¼īėķg▓╔ė├╦«▓Ż┴¦╦ó═┐š│┘NĪŻ
Ż©3Ż®īóķy░ÕŲĮĘ┼į┌šäė┼_╔ŽŻ¼╚╗║¾į┌▀MąąĄ┌ę╗īėĖ¶¤ßą═▌p┘|─¬üĒ╩»Ø▓ūó┴ŽĄ─╩®╣żŻ¼į┌öć░ĶÖCųąīó▌p┘|─¬üĒ╩»Ė¶¤ßØ▓ūó┴ŽĖ╔╗ņ3Ī½5m i n╚╗║¾į┘╝ė╦«öć░ĶŻ¼╗ņ║Ž║├Ą─┴ŽĄ╣╚ļ╣Ķ╦ßõX└wŠS╝ł├µ╔Žš±äė│╔ą╬Ż¼║±Č╚30mmŻ¼Ø▓ūó║¾▀Mąąūį╚╗BūoĪŻ ūį╚╗BūoĢrķg╚²╠ņ║¾Ż¼▀MąąĄ═£ž150Īµ║µ┐Š24hŻ¼╚╗║¾▒Ż£ž24hĪŻ
Ż©4Ż®Ą┌ę╗īė▌p┘|─¬üĒ╩»Ø▓ūó┴Žū÷═Ļ║µ┐Š║¾Ż¼īóķy░ÕŲĮĘ┼į┌šäė┼_╔ŽŻ¼▀MąąĄ┌Č■īėĄ═╦«─Óäéė±Ø▓ūó┴Ž╩®╣żŻ¼═¼śėĄ─öć░Ķ▓Į¾EŻ¼Ųõ╝ė╦«┴┐į┌6%Ż¼╗ņ║Ž║├Ą─┴ŽĄ╣╚ļ▌p┘|ČÓ┐ū─¬üĒ╩»Ø▓ūó┴Ž├µ╔Žš±äė│╔ą╬Ż¼║±Č╚50mmĪŻūŅ║¾▀MąąBūo║µ┐ŠĪŻ
Ż©5Ż®└¹ė├│÷Āt║¾ķy░ÕėӤ߯¼į┌Ą═╦«─Óäéė±Ø▓ūó┴ŽĄ─▒Ē├µį┘┤╬═┐─©Ė¶¤ß═┐┴ŽŻ¼╚ń┤╦┐╔▀Mąą╚²▒ķ═┐╦óŻ¼║±Č╚1Ī½2mmĪŻ
ęį╔Ž╣ż╦ć▓Į¾EųąĄ─ūį╚╗Ė╔į’╗“Būo▀^│╠Ż¼ŁhŠ│£žČ╚▓╗Ą═ė┌10ĪµĪŻ▓╔╚Īęį╔ŽįOėŗ╝░╩®╣ż╣ż╦ćĄ─Ė─▀MŻ¼▓─┴ŽĖ„īėų«ķgėą║Ž└ĒĄ─£žČ╚╠▌Č╚Ż¼īėķgė╔£žČ╚«a╔·Ą─¤ßæ¬┴”┐╔į┌╣Ķ╦ßõX└wŠS╝łīėķgŠÅø_Ż¼╣żū„īė¤ßæ¬┴”ė╔┼“├ø┐pŠÅø_Ż¼╠ßĖ▀┴╦▓─┴Žš¹¾wĄ─┐╣¤ßš─▄┴”Ż╗ČÓīėĖ¶¤ßĮĄĄ═Įī┘śŗ╝■£žČ╚║═¤ß┴┐┴„╩¦Ż¼Å─Č°┐╔ęį£p╔┘裣h└õģs╦«ė├┴┐Ż╗▒Ē├µ═┐īė▓─┴Ž┤┘╩╣╣żū„īėĖ▀£ž¤²ĮYŻ¼╠ßĖ▀╣żū„īėĄ─Ė▀£žąį─▄║═¤ß▌Ś╔õ┬╩Ż¼čėķL┴╦╣żū„īė▓─┴ŽĄ─╩╣ė├ē█├³Ż¼ĮĄĄ═┴╦╩╣ė├ųąĄ─¤ß┴┐┴„╩¦