ŅA▀ĆįŁĶF╗ž▐DĖG╩Ū╩╣ė├╣╠¾w▀ĆįŁä®(├║╠┐) ▀MąąĶFĄV╩»ų▒Įė▀ĆįŁĄ─ų„ę¬įOéõŻ¼Ųõā╚ęr─═╗┤u┼c╬’┴Žų▒ĮėĮėė|Ż¼│ą╩▄ų°│ų└mĄ──źōpšäėĪó└õ¤ßĮ╗╠µ║═ČÓĘN╗»īWŪų╬gŻ¼╣żør╩«ĘųÉ║┴ėĪŻį┌╗ž▐DĖGĄ─īŹļH▀\ąąųąŻ¼ĖGā╚ęrĄ─ē█├³ų▒ĮėĻPŽĄĄĮ═ŻĖGÖzą▐Ņl┬╩Ż¼▀MČ°ė░ĒæŲ¾śIĮøØ·ą¦ęµĪŻ▀@Š═ę¬Ū¾Å─║Ž└Ē▀xō±╗ž▐DĖG─═╗┤uĪóā×╗»Ų÷ų■Ą─įOėŗęįīŹ¼FčėķLĖGęrĄ─╩╣ė├ē█├³ĪŻ
1Īó─═╗┤uĄ─▀xō±
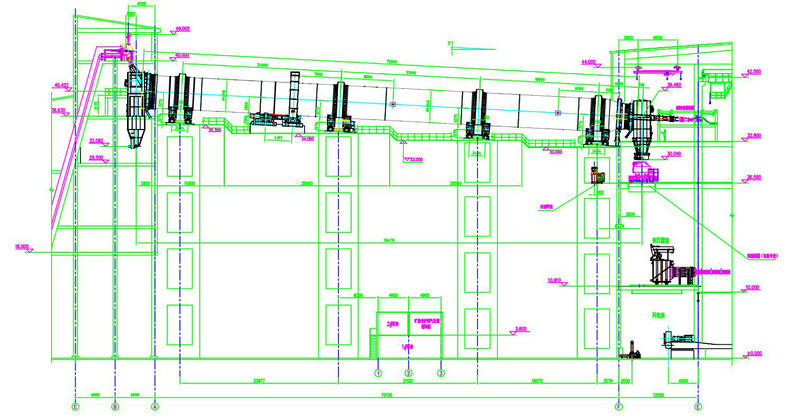
¼Fėą4Śl╗ž▐DĖGŻ¼ĖG│▀┤ń×ķ”š4.85 m Ī┴75 mĪŻį┌╗ž▐DĖGā╚īóĄVĖ▀£žŅA▀ĆįŁ╠Ä└Ē×ķŠ▀ėąę╗Č©Įī┘╗»┬╩Ą─ŅA▀ĆįŁĄVŻ╗ĖGā╚╠Ä└Ē╬’┴Žų„ę¬×ķĄV╩»Īó░ūįŲ╩»Īó╣Ķ╩»Īó▀ĆįŁ├║╗ņ║Ž╬’┴ŽĪŻŻ©ąĶę¬╠Ä└ĒĄV╩»┴┐4ŚlĖG╣▓ėŗ╝s95╚ft/─ĻŻ¼┐é╬’┴Ž┴┐╝s140╚ft/─ĻŻ®ĪŻĖGŅ^ćŖ┤Ą¤¤├║ū„×ķ╗ž▐DĖG╚╝┴ŽĪŻĖGā╚Ė▀£žČ╬╬’┴Ž£žČ╚×ķ1050Īµ-1100ĪµŻ¼Ė▀£žČ╬ķLČ╚╝s50mŻ╗¤¤ÜŌ£žČ╚▓╗┤¾ė┌950ĪµŻ╗
| ╚ļĖG╬’┴Ž | éõūó |
1 | ēKĄV | TFe=54%ĪóFeO=16%ĪóTiO2=13%Īó CaO=0.01%ĪóMgO=1.3%ĪóAl2O3=3.4%ĪóSiO2=1.1% Ż©ēKĄVŻ¼╚ļĖG┴ŻČ╚╝s8-15mmŻ® |
2 | ▀ĆįŁ├║ | Ģ║Ģr┐╝æ]Ė▀ō]░lĘų¤¤├║ Ż©╣╠Č©╠╝55Ż¼ō]░lĘ▌32Ż¼╗ęĘų7-10ū¾ė꯮ |
3 | ╚█ä® | ░ūįŲ╩»Īó╣Ķ╩»Ż©ę╗揥V┼õ╚ļ╣▓ėŗ0.25tū¾ė꯮ |
4 | ╗ž▐DĖG╚╝┴Ž | ├║ |
Ė∙ō■ŅA▀ĆįŁĶF╗ž▐DĖGĄ─╠ž³cŻ¼īóā╚ęr─═╗┤u░┤╚ńŽ┬┼õų├Ż╗ĖG¾wų▒═▓Č╬×ķĖ▀õX┤uŻ¼ĖG╬▓ÕFČ╬×ķ┐╣COØ▓ūó┴ŽŻ¼ĖGŅ^ÕFČ╬×ķĖ▀─═─źØ▓ūó┴ŽŻ¼ĖG¾w╔Ž┤¾│▀┤ńŠų▓┐Ø▓ūó▓╔ė├Ė▀ÅŖČ╚č§╗»õXØ▓ūó┴ŽĪŻ╦∙ėąā╚ęr─═╗▓─┴ŽŠ∙ė╔─═╗▓─┴ŽÅS╝ę╠ß╣®Ż¼Ė▀õX┤uų„ę¬└Ē╗»ųĖś╦╚ńŽ┬: Al2O3 75%Ī½80%Īó▒Ē├µÜŌ┐ū┬╩Ż╝19 %Īó¾wĘe├▄Č╚ 2.6Ī½2.7 g/cm3Īó─═ē║ÅŖČ╚70MPaĪŻ
2Īó╗ž▐DĖGŲ÷ų■Ą─įOėŗ
─┐Ū░æ¬ė├▌^ČÓĄ─╗ž▐DĖGŲ÷ų■ėąā╔ĘN┼õų├Ż║ā╔ĘNą©ą╬┤u▀Mąą┼õŲ÷║═ų╗ė├ę╗ĘNą©ą╬─═╗┤uĪŻ┤╦┤╬įOėŗĄ─╗ž▐DĖGų▒═▓Č╬ę¬Ū¾ĘųČ╬▓╔ė├ā╔ĘN┼õų├:į┌ø]ėąĮė╣▄Ą─ų▒═▓Č╬▓╔ė├ę╗ĘNą©ą╬┤u (B1911 : 230 Ī┴230/207.6 Ī┴102) ;į┌įOėą▀M’LĮė╣▄Īó╚╦┐ūĪó¤ßļŖ┼╝Ą╚Įė╣▄Ą─╣▄Č╬▓╔ė├ā╔ĘNISO┤u┼õŲ÷( ISO425 :250 Ī┴103/ 90 Ī┴198 ║═ ISO625 : 250 Ī┴103/ 9415 Ī┴198) ĪŻ╔Ž╩÷┤uą═╩Ū─┐Ū░į┌ć°ļH╔Ž╩╣ė├ūŅČÓĄ─ā╔éĆś╦£╩ŽĄ┴ąŻ¼╝╚VDZŽĄ┴ą(Ą┬ć° DIN ś╦£╩)║═ISOŽĄ┴ą(ć°ļHś╦£╩)ĪŻ▓╗═¼╣▄Č╬ķgįOėą║ĖĮėė┌ĖGÜż¾wā╚Ą─ō§┤uŁhŻ¼┤uŁhĖ▀Č╚Ą═ė┌┤u║±Ż¼┐pŽČ╠Ä╠Ņ│õØ▓ūó┴ŽĪŻĖGŅ^ĪóĖG╬▓ÕFČ╬Ø▓ūó┴Ž║±Č╚×ķ250 mmŻ¼ė╔Õ^╣╠╝■┼cĖGÜż¾w▀BĮėĪŻÕ^╣╠╝■▓─┴Ž×ķ310SŻ¼Yą╬Ż¼│▀┤ńĪŻÕ^╣╠╝■ÖM┐vķgĖ¶Š∙▓╝║ĖĮėė┌ÕFČ╬Üż¾wā╚ĪŻ
3Īó─═╗▓─┴ŽĄ─╩®╣żę¬Ū¾
╗ž▐DĖGŲ÷ų■▓╔ė├Ė╔Ų÷Ę©Ż¼Łh┐p║═┐v┐pųąČ╝▓╗╩╣ė├─ÓØ{Ż¼┤u┼c┤uų«ķgę¬▒M┴┐├▄īŹĪŻ▀@┐╔ęį£p▌pرŲ÷Ę©ųąė╔ė┌─═╗┤u║═─═╗─ÓĄ─ąį─▄▓Ņ«ÉŻ¼ķLŲ┌▀\▐D║¾ė╔ė┌└õ¤ß╩š┐s▓╗Š∙«a╔·▌^┤¾┤u┐pĪó▀MČ°░l╔·┤u╦╔äė╗“│ķ│┴╔§ų┴├ō┬õĄ─¼FŽ¾ĪŻ╗ž▐DĖG─═╗┤uĄ─┼┼▓╝Ż¼▓╔ė├ÖMŽ“Łhą╬Ų÷Ę©Ż¼ā╔ŽÓÓÅ▐D╚”┤u┐pĮ╗Õe (łD1) Ż¼æ¬ć└Ė±░┤▓╗═¼║±Č╚ĘųŅÉ▀x┤uĪŻ─═╗┤u░┤ę¬Ū¾ ,ęčį┌│÷ÅSĢr░┤šš▓╗═¼║±Č╚ģ^ķgĘųäeė├▓╗═¼Ņü╔½ś╦╩Šį┌┤u╔ŽŻ¼▒Ńė┌╩®╣żĢr▀xė├ĪŻ
║ŽķT▓╔ė├╝ė╣ż║ŽķT┤u║═õōŲ¼ (▓─┘|×ķGB45 , ║±Č╚ 2 mm) ĪŻ║ŽķT┤u╣żū„├µ▓╗į╩įS╝ė╣żŻ¼ŲõėÓŪąĖŅąĶØMūŃę¬Ū¾ĪŻąĶę¬ė├ÄūēK║ŽķT┤uĢrŻ¼▓╗─▄īó╦³éāį┌▌SŽ“╗“ŁhŽ“╔Ž▀B└m▓ó┼┼╩╣ė├Ż¼ę¬ė├ś╦£╩Ą─ų„┤uīó╦³éāĖ¶ķ_ĪŻė├õō░Õµi┐pĢrŻ¼├┐╚”╩╣ė├õōŲ¼öĄ▓╗Ą├│¼▀^3éĆŻ¼├┐Śl┐pā╚ų╗į╩įS╩╣ė├ę╗ēKõōŲ¼ĪŻõōŲ¼Ą─ę╗▀ģąĶ─ź╝ŌŻ¼Ųõ║±Č╚▓╗┤¾ė┌2 mmĪŻ╚ńąĶÄūēKõōŲ¼üĒµi┤uŻ¼═¼śėæ¬░č╦³éāŠ∙ä“ĄžĘų▓╝į┌š¹éĆ║ŽķT┤uģ^ā╚ĪŻę¬▒M┴┐▒▄├Ōį┌║ŽķT┤u▀ģ┤“╚ļõōŲ¼ĪŻŲ÷┤u▓╔ė├╣╠Č©Ę©Ż¼╔Ž░ļ╚”┤uė├Ų÷┤uÖC▀Mąą╣╠Č©ĪŻŲ÷┤u▀^│╠ųą▓╗ąĶ▐DĖGĪŻ╩®╣ż╦┘Č╚┐ņĪóą¦┬╩Ė▀Īó▓┘ū„░▓╚½ĪŻ