ųŲ┴“╚╝¤²ĀtĀt╠┼ā╚š²│Ż▓┘ū„£žČ╚×ķ1300ĪµĀt▒┌įOėŗ£žČ╚×ķ300ĪµŻ¼ūŅĖ▀╣żū„ē║0.06MPaGŻ¼įOėŗē║┴”0.25MPaGĪŻõōÜż¾w░┤ššGB150-1998ĪČõōųŲē║┴”╚▌Ų„ĪĘįOėŗ║═ųŲįņŻ¼õōÜż¾wā╚ÅĮ×ķ ¦Č3100Ż¼║±Č╚×ķ18mmŻ¼╚╝¤²Ų„▀BĮė┐┌ų▒ÅĮ¦Č1600Ż¼║±Č╚×ķ18mmĪŻõōÜż¾wČ╦▓┐▓╔ė├ÖEłAĘŌŅ^Ż¼║±Č╚×ķ18mmŻ¼▓─┴ŽŠ∙×ķ16MnRĪŻ
õōÜż¾w═▓¾wČ╬─═╗ęr└’Ęų3īėŻ©ęŖłDŻ®ūŅ═Ōīė×ķ▌p┘|Ų»ųķØ▓ūó┴Žęr└’Ż¼║±Č╚×ķ80mmŻ╗ūŅā╚īė×ķäéė±┤uŻ¼║±Č╚×ķ145mmŻ╗ųąķgīė×ķĖ▀õX┘|Ø▓ūó┴ŽŻ¼║±Č╚×ķ150mmŻ¼äéė±┤uīė┼cųąķgīėĄ─ķgŽČ×ķ5mmĪŻ
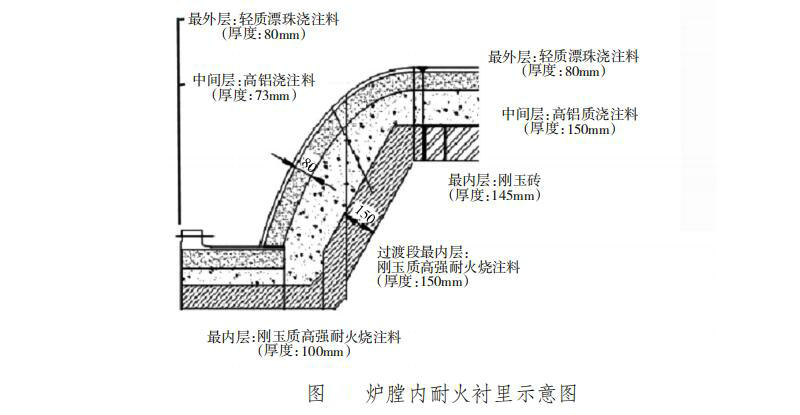
Āt¾w¤²┤®╠Ä×ķõōÜż¾wĄ─▀^Č╔Č╬Ż¼─═╗ęr└’Ęų3īėŻ¼ūŅ═Ōīė×ķ▌p┘|Ų»ųķØ▓ūó┴Žęr└’Ż¼║±Č╚×ķ 80mmŻ╗ūŅā╚īė×ķäéė±┘|Ė▀ÅŖ─═╗Ø▓ūó┴ŽŻ¼║±Č╚×ķ150mmŻ╗ųąķgīė×ķĖ▀õX┘|Ø▓ūó┴ŽĪŻ║±Č╚ļS▓┐╬╗▓╗═¼Č°ūā╗»Ż¼└¹ė├”Ą8mm Õ^╣╠ßö╝ėÅŖ┼cÜż¾wĄ─┬ōĮYŻ¼Õ^╣╠ßöĄū▓┐▓─┘|▓╔ė├ 0Cr18Ni9Ż¼Č╦▓┐▓─┘|×ķ 0Cr25Ni20Ż¼Õ^╣╠ßöÅ─Ė∙▓┐ĄĮČ╦▓┐ķL 350mmŻ¼įOėŗķgŠÓ×ķ 200Ī┴200mmĪŻę└ō■GB50211-2004ĪČ╣żśIĀtŲ÷ų■╣ż│╠╩®╣ż╝░“×╩šęÄĘČĪĘ▀Mąąų■Āt╩®╣żĪŻ
╩┬╣╩░l╔·║¾Ż¼╣½╦ŠŽÓĻP╝╝ąg▓┐ķTęį╝░╩®╣ż╚╦åTĄĮł÷▀Mąą┴╦▓ķ┐┤Ęų╬÷ĪŻĮø▀^Ęų╬÷įŁę“╚ńŽ┬ĪŻ
Ż©1Ż®Å─Āt£žĄ─Ū·ŠĆ┐┤Ż¼ø]ėą│÷¼F╝▒└õ╝▒¤ßĀŅørŻ¼┐╔ęį┼┼│²▓┘ū„å¢Ņ}ĪŻ
Ż©2Ż®▀^Č╔Č╬ūŅā╚īė─═╗ęr└’▓╔ė├äéė±┘|Ė▀ÅŖ─═╗Ø▓ūó┴ŽŻ¼ŲõÅŖČ╚║═┐╣ø_╬g─▄┴”ąĪė┌äéė±┤uŻ¼╩Ūī¦ų┬─═╗ęr└’├ō┬õįŁę“ų«ę╗ĪŻÅ─ųŲ┴“╚╝¤²Āt┐╔ęį┐┤│÷Ż¼╚╝¤²Ų„ų▄▀ģĀt╠┼£žČ╚▀_1400Īµęį╔ŽŻ¼▓óļS▌SŽ“ĘĮŽ“ĮĄĄ═ĪŻÅ─╚╝¤²Ų„─ŻöM┴„╦┘łD’@╩Š┐╔ęį┐┤│÷Ż¼į┌╚╝¤²Ų„ų▄▀ģ┴„╦┘║▄┤¾Ż¼ūŅĖ▀┴„╦┘┐╔▀_10m/s ęį╔ŽŻ¼ī”ų▄▀ģĄ──═╗ęr└’Š▀ėą║▄┤¾Ą─ø_╦ó┴”ĪŻę“┤╦Ż¼╚╝¤²Ų„ų▄▀ģģ^ė“╩Ūš¹éĆųŲ┴“╚╝¤²Āt╣żørŚl╝■ūŅ×ķÉ║┴ėĄ─ģ^ė“Ż¼į┌┤╦ģ^ė“Ż¼ø_╦óĪóŪų╬gĪó¤ßš3ĘNŲŲē─═¼Ģr┤µį┌ĪŻ╠žäe╩Ūø_╦ó║═Ūų╬gŻ¼┤╦ģ^ė“ī”─═╗ęr└’įņ│╔Ą─ŲŲē─ū„ė├╩«ĘųŠ▐┤¾ĪŻ
ė╔ė┌┴“╚╝¤²Āt═▓¾w▓┐Ęų─═╗ęr└’▓╔ė├ā╚Ų÷═ŌØ▓ĮYśŗŻ¼ęr└’┐é║±Č╚×ķ380mmĪŻūŅā╚īė▓╔ė├äéė±┤uŻ¼▀^Č╔Č╬ūŅā╚īė▓╔ė├äéė±┘|Ė▀ÅŖ─═╗Ø▓ūó┴ŽĪŻäéė±┘|Ė▀ÅŖ─═╗Ø▓ūó┴ŽĄ─ÅŖČ╚Īó─═¤ß£žČ╚ęį╝░┐╣ø_╦ó║═Ūų╬gąį─▄’@╚╗Ą═ė┌äéė±┤uŻ¼▀^Č╔Č╬ūŅā╚īė▓╔ė├äéė±┘|Ė▀ÅŖ─═╗Ø▓ūó┴Ž’@╚╗╩Ū▓╗║Ž▀mĄ─ĪŻ
Ż©3Ż®į┌įOėŗ▀^Č╔Č╬Õ^╣╠ßö▓╝ų├ĘĮ├µŻ¼Õ^╣╠ßöįOėŗĄ─ęÄĖ±│▀┤ńĪó▓╝ų├├▄Č╚║═öĄ┴┐╬┤░l¼FįŁätąįå¢Ņ}ĪŻĄ½į┌Ø▓ūó┴ŽĄ─įOėŗ╔ŽŻ¼┤╦▓┐╬╗Ą─Ø▓ūó┴Ž║±Č╚│¼▀^ 380mmŻ¼ęū«a╔·┴č╝yĪŻ
Ż©4Ż®Āt¾w─═╗ęr└’╩®╣ż▓╗ęÄĘČŻ¼ę▓╩Ūįņ│╔▒Š┤╬╩┬╣╩Ą─ų„ę¬įŁę“ų«ę╗ĪŻį┌įö╝ÜįOėŗłD╝łųąŻ¼▀^Č╔Č╬Ą─Õ^╣╠ßöķgŠÓįOėŗ×ķ 200Ī┴200mmŻ¼¼Fł÷īŹ£yöĄō■ŁhŽ“ķgŠÓ▀_ĄĮ┴╦ 260Ī½270mmŻ¼ø]ėą░┤ššįOėŗłD╝łųŲįņĪŻ═¼Ģrę▓▀`Ę┤┴╦ HG/T20541-2006ĪČ╗»īW╣żśIĀtĮYśŗįOėŗęÄČ©ĪĘųąŻ¼─═╗Ø▓ūó┴ŽĄ─Õ^╣╠ßö▓╝ų├ķgŠÓĀt▒┌▓╗æ¬│¼▀^300mmĪóĀtĒö▓╗æ¬│¼▀^ 230mm Ą─ęÄČ©ĪŻ
Ż©5Ż®¼Fł÷Öz▓ķ░l¼FŻ¼─═╗ęr└’╬┤░┤łD╝ł╩®╣żŻ¼▓┐Ęųęr└’ė╔ 3 īėĖ─×ķ2īėØ▓ūó┴ŽĪŻØ▓ūó┴ŽūŅ║±▓┐╬╗▀_470mmŻ¼Č°┤╦╠ÄÕ^╣╠ßöķLČ╚×ķ 350mmŻ¼╚ń┤╦║±Ą──═╗īėĖ³ęū«a╔·┴č╝yĪŻ
Ż©6Ż®ė╔ė┌Āt¾w│▀┤ń▌^ąĪŻ¼Õ^╣╠ßö▒╚▌^├▄╝»Ż¼Ø▓ūó┴Ž╩®╣żĢr┤µį┌╬┤ōvīŹå¢Ņ}ĪŻÅ─├ō┬õØ▓ūó┴ŽēK═Ōė^üĒ┐┤Ż¼ŲõØ▓ūó├▄īŹČ╚▌^▓ŅŻ¼ę▓╩Ūįņ│╔Ø▓ūó┴Ž«a╔·┴č┐pŻ¼▓ó├ō┬õĄ─ų„ę¬įŁę“ų«ę╗ĪŻ