─¬üĒ╩»┘|Ė¶¤ß─═╗┤uų„ę¬╩Ū═©▀^į┌▓─┴Žā╚▓┐įņ┐ūĄ─ĘĮĘ©üĒ▀_ĄĮ▌p┘|ĪóĖ¶¤ßĄ─ą¦╣¹Ż¼ę“┤╦ŲõųŲéõįŁ└ĒŠ═╩ŪŽ“▓─┴Žųąę²╚ļÜŌ┐ūŻ¼ų„ę¬ėą╚╝▒M╬’Ę©Īó┼▌─ŁĘ©Īó╗»īWĘ┤æ¬Ę©ĪóČÓ┐ū▓─┴ŽĘ©Īó─²─zūó─ŻĘ©Īó└õā÷Ė╔į’Ę©ĪóįŁ╬╗ĘųĮŌĘ©Ą╚│ŻęŖĘĮĘ©ĪŻŲõųą╚╝▒M╬’Ę©ėų┐╔ę“│╔ą═ĘĮ╩ĮĄ─▓╗═¼Č°Ęų×ķöD│÷Ę©║═ÖCē║Ę©ĪŻęį▓╗═¼Ą─ųŲéõ╣ż╦ćī”─¬üĒ╩»┘|Ė¶¤ß─═╗┤uĄ─ąį─▄Š▀ėąųžę¬ė░ĒæŻ¼×ķ┴╦╠Į╦„▓╗═¼╣ż╦ćī”─¬üĒ╩»┘|Ė¶¤ß─═╗┤uĄ─ė░ĒæŻ¼īŹ“×ĘųäeęįÖCē║Ę©ĪóöD│÷Ę©║═┼▌─ŁĘ©╚²ĘNĘĮ╩ĮųŲéõ─¬üĒ╩»┘|Ė¶─═╗¤ß┤uŻ¼▓óī”Ųõąį─▄ū÷┴╦ī”▒╚ĪŻ
ę╗Ż║īŹ“×
1.1įŁ┴ŽŻ¼īŹ“×ų„ę¬įŁ┴Ž╚ńŽ┬Ż║š│═┴Īóņč¤²č§╗»õX(Al203)ŻŠ99%Ż¼ņč¤²─¬üĒ╩»Ę█A1203>65%Ż¼░ÕĀŅäéAl203ŻŠ99.4%Īó╦{Š¦╩»║═╣ĶŠĆ╩»ĪŻīŹ“×╦∙ė├Ą─┼▌─Łä®×ķ╩«Č■═ķ╗∙╗Ū╦ßŌcŻ¼╦∙ė├Ą─╚╝▒M╬’×ķõÅ─®║═Š█▒¹ęꎮŪ“Ż¼ĮY║Žä®×ķŠ█ęꎮ┤╝(PVA)ĪŻ

1.2ųŲéõŻ¼┼▌─ŁĘ©Ż║īŹ“×įŁ┴Ž░┤šš▒Ē1ųą1 #┼õ▒╚ŅA╗ņ4h║¾Ż¼╝ė╚ļ30~35%Ą─╦«╩╣Ę█┴Ž╗ņ│╔Š∙ä“ĪóĘĆČ©Ą─Ø{¾w;╚╗║¾īó┼▌─Łä®╝ė╦«║¾¾{╦┘öć░ĶųŲĄ├ĘĆČ©Ą─┼▌─ŁŻ╗ūŅ║¾īó─Óčb┼c┼▌─Ł╗ņ║ŽŠ∙ä“Ż¼ūó╚ļ 40mmx40mmx160mmĄ──ŻŠ▀ųąŻ¼▓ó▌p╬óš±äėęį│²╚ź┤¾ÜŌ┼▌║¾Ż¼ų├ė┌╩ę£žųąūį╚╗Ė╔į’8~12hŻ¼├ō─ŻŻ¼▓óė┌110Īµ╣®┐Š24h║¾Ż¼ė┌1550Īµ¤²│╔▓ó▒Ż£ž3h Ą├ĄĮ─¬üĒ╩»┘|Ė¶¤ß─═╗¤ß┤uĪŻ
ÖCē║Ę©Ż║īŹ“×įŁ┴Ž░┤šš▒Ē1ųą2 # ┼õ▒╚ŅA╗ņ4h║¾Ż¼īóŠ█ęꎮ┤╝ŽĪßī║¾╝ė╚ļ╗ņ║ŽŠ∙ä“Ą─Ę█─®Ż¼öć░Ķ10~15minŻ¼ęį5MPa Ą─ē║┴”öDē║│╔ 114mmx65mmx 230mmĄ─┼„┤uŻ¼Įø110Īµ║µ┐Š24h ║¾Ż¼ė┌1550Īµ¤²│╔▓ó▒Ż£ž3hĄ├ĄĮ─¬üĒ╩»┘|Ė¶¤ß─═╗¤ß┤uĪŻ
öD│÷Ę©Ż║īŹ“×įŁ┴Ž░┤šš▒Ē1ųą3#┼õ▒╚ŅA╗ņ4h║¾Ż¼╝ė╚ļ10~15%Ą─╦«║¾öć░ĶŠ∙ä“Ż¼▓óĮø▀^└¦┴ŽĪó¤Æ─ÓĄ╚╣ż╦ć│╠ą“ęįöD│÷Ą─ĘĮ╩ĮųŲéõ│÷114mmx65mmx230mmĄ─┼„┤uŻ¼Įø110Īµ║µ┐Š24h║¾Ż¼ė┌1550Īµ¤²│╔▓ó▒Ż£ž3hĄ├ĄĮ─¬üĒ╩»┘|Ė¶¤ß─═╗¤ß┤uĪŻ
1.3▒Ēš„Ż¼į┌╚²ĘN│╔ą═ĘĮ╩ĮųŲéõįćśėĄ─¾wĘe├▄Č╚Š∙×ķ1.0~ 1.1g/cm3Ą─Ū░╠ߎ┬Ż¼ī”├┐ĮMįćśėĄ─ąį─▄▀MąąČÓ┤╬£yįć Ż¼╚ĪŲõŲĮŠ∙ųĄĪŻ
ó┼ įćśė¤²║¾ŠĆūā╗»┬╩░┤šš▓╔ė├ć°╝ęś╦£╩(GB/T5998-2007)▀Mąą£yČ©Ż╗
(2) ųž¤²ŠĆūā╗»┬╩░┤ššć°╝ęś╦£╩(GBa 3997.1-1998)▀Mąą£yČ©Ż╗
(3) įćśėĄ──═ē║ÅŖČ╚░┤ššć°╝ęś╦£╩Ż©GB/T 3997.2-1998)▀Mąą£yČ©Ż╗
(4) įćśėĄ─¤ßī¦┬╩░┤ššę▒ĮąąśIś╦£╩Ż©YB/T4130- 2005)╩╣ė├ŲĮ░Õī¦¤ßāx(PBD-12-4Y)▀Mąą£yČ©Ż╗
(5) įćśėĄ─Ė▀£ž║╔ųž▄ø╗»£žČ╚░┤ššć°╝ęś╦£╩ (GB/T5989-1998)ęÄČ©Ż¼ęį╩Š▓Ņ-╔²£žĘ©▀Mąą£yČ©ĪŻ
2 ĮY╣¹┼cėæšō
2.1│╔ą═ĘĮ╩Įī”ŠĆūā╗»Ą─ė░Ēæ
Å─łD1┐╔ęį┐┤│÷Ż¼─¬üĒ╩»┘|Ė¶¤ß─═╗┤uįćśėĮø1550Īµ¤²│╔3h║¾Ż¼▓╔ė├┼▌─ŁĘ©ųŲéõĄ─śėŲĘŠĆ╩š┐s┬╩ūŅ┤¾Ż¼▀_ĄĮ2.4%;Č°▓╔ė├öDē║Ę©ųŲéõĄ─śėŲĘŠĆ╩š┐s┬╩ūŅąĪŻ¼āH×ķ1.3%ĪŻ▀Mę╗▓Įīóįćśėį┌1620ĪµĄ─£žČ╚Ž┬ųž¤²12hŻ¼▓╔ė├┼▌─ŁĘ©ųŲéõĄ─śėŲĘųž¤²ŠĆ╩š┐s┬╩Ę┤Č°ūŅąĪ×ķ0.73%;Č°▓╔ė├öD│÷│╔ą═ĘĮ╩ĮųŲéõĄ─śėŲĘųž¤²ŠĆ╩š┐s┬╩ūŅ┤¾Ż¼▀_ĄĮ┴╦1.56%ĪŻ
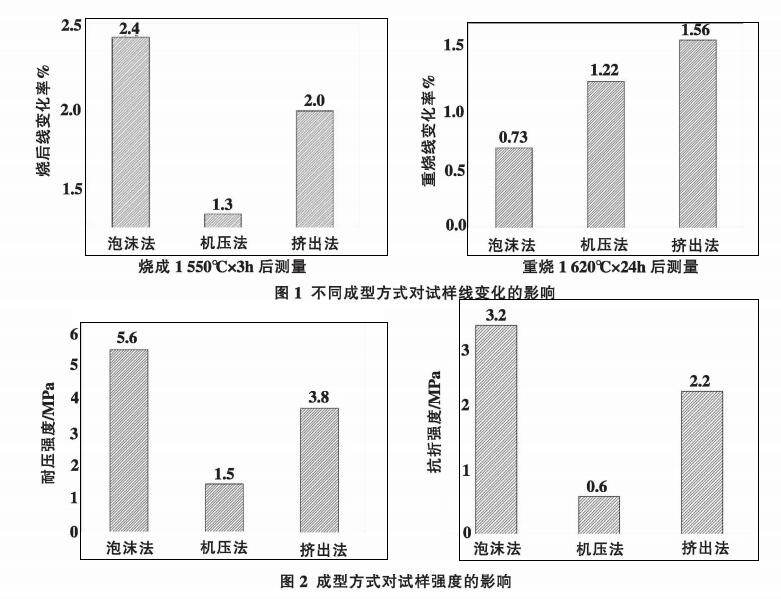
▓╔ė├┼▌─ŁĘ©ųŲéõĄ──¬üĒ╩»┘|Ė¶¤ß─═╗┤uŠ▀ėą¤²║¾ŠĆ╩š┐s┬╩┤¾Č°ųž¤²ŠĆ╩š┐s┬╩ąĪĄ─╠ž³cŻ¼Ųõų„ę¬įŁę“╩ŪŲõĮYśŗĖ³╝ėŠ∙ä“Ż¼ÜŌ┐ūĄ─┐ūÅĮĘų▓╝│╩¼F╬ó-╝{├ū╣▓┤µĄ─ā╔śOĘų▓╝Ż¼¤²ĮYĖ³╝ė│õĘųī¦ų┬Ą─ĪŻ┴Ēę╗ĘĮ├µŻ¼▓╔ė├ÖCē║Ę©ųŲéõĄ──¬üĒ╩»┘|Ė¶¤ß─═╗┤u¤²║¾ŠĆ╩š┐s┬╩║═ųž¤²ŠĆ╩š┐s┬╩Š∙▒╚ęįöD│÷Ę©ųŲéõĄ─ꬹĪŻ¼▀@ų„ę¬╩Ū│╔ą═▀^│╠Ą─╩▄┴”ĘĮŽ“▓╗═¼╦∙ų┬Ż¼▓╔ė├ÖCē║Ę©ųŲéõĄ─śėŲĘį┌¤²│╔▀^│╠ųąĢ■«a╔·ę╗Č©│╠Č╚Ą─┼“├øĪŻ
2.2│╔ą═ĘĮ╩Įī”ÅŖČ╚Ą─ė░Ēæ
Å─łD2┐╔ęį┐┤│÷Ż¼▓╔ė├┼▌─ŁĘ©ųŲéõĄ──¬üĒ╩»┘|Ė¶¤ß─═╗┤uŠ▀ėą▌^║├Ą──═ē║ÅŖČ╚║═┐╣š█ÅŖČ╚Ż¼─═ē║ÅŖČ╚▀_ĄĮ5.6MPaŻ¼┐╣š█ÅŖČ╚▀_ĄĮ3.2MPa;Č°▓╔ė├ÖCē║Ę©ųŲéõĄ─śėŲĘ─═ē║ÅŖČ╚║═┐╣š█ÅŖČ╚Š∙║▄Ą═Ż¼āH×ķŪ░š▀Ą─ 1/4ĪŻ║¾š▀ÅŖČ╚Ų½Ą═Ą─ų„ę¬įŁę“╩ŪÖCē║│╔ą═▀^│╠ųąįņ┐ū䮥─Ī░ÅŚąį║¾ą¦Ī▒ą¦æ¬Ż¼▀@ī¦ų┬┴╦ųŲŲĘ│÷¼Fā╚▓┐┴č╝yĪŻ
3 ĮY šōŻ║═©▀^▒╚▌^╚²ĘN▓╗═¼│╔ą═ĘĮ╩ĮųŲéõĄ──¬üĒ╩»▌p┘|Ė¶¤ß┤uĄ─ąį─▄Ż¼╬ęéā┐╔ęį┐┤│÷Ż¼▓╔ė├┼▌─ŁĘ©Š▀ėąĖ¶¤ßą¦╣¹║├ĪóÅŖČ╚║├Īóųž¤²ŠĆūā╗»┬╩ąĪĄ╚ā׳cŻ¼ę“Č°Š▀ėą├„’@Ą─ā×ä▌ĪŻ