┐╔╦▄┴Ž╩ŪŠ▀ėą╩®╣żĘĮ▒ŃĪó╩╣ė├ē█├³ķLĄ╚ā׳cĄ─ą┬ą═─═╗▓─┴ŽĪŻ╚ń╣¹╝ė¤ßĀtĀtĒö╣▄Ą└▓╝ų├▌^ČÓĪŻė├┐╔╦▄┴Ž┤·╠µØ▓ūó┴Ž╩®╣żĀtĒö╩Ū▓╗ÕeĄ─▀xō±Ż¼Ą½▒žĒÜū±šš┐ŲīWĄ─╩®╣ż╝╝ągŻ¼▓┼─▄čėķLĀtĒö╩╣ė├ē█├³ĪŻ
┐╔╦▄┴Ž╩Ū▓╗Č©ą═─═╗▓─┴ŽĄ─ę╗ĘNĪŻė╔╣Ū┴ŽĪóĘ█┴Ž╝░ĮY║Žä®░┤ššę╗Č©▒╚└²╗ņ¤ÆČ°│╔Ą──Ó┼„ĀŅ─═╗▓─┴ŽĪŻŠ▀ėąę╗Č©Ą─╦▄ąįĪŻ┐╔ōv┤“╩®╣żĪŻŽÓī”ė┌Ųš═©Ą═╦«─ÓØ▓ūó┴ŽŻ¼┐╔╦▄┴ŽŠ▀ėą¤ßš±ĘĆČ©ąį║├ĪóĖ▀£žÅŖČ╚Ė▀Īó┐╣äā┬õ┐╣Ūų╬gąįÅŖĄ╚ā׳c┴Ē═Ō▀Ćėą¤ß┼“├ø╝░ī¦¤ßŽĄöĄąĪĪóē█├³ķLĄ╚ąį─▄Ż¼Į³Äū─ĻŲš▒ķæ¬ė├ė┌╝ė¤ßĀtĪóŠ∙¤ßĀtĄ╚ĀtĖGęr¾węį╝░ę╗ą®▓╗└¹ė┌Ø▓ūó┴Ž╩®╣żĄ─ĀtĖGęr¾w▓┐╬╗Ż¼╠žäeį┌╝ė¤ßĀtĀtĒöĄ├ĄĮ┴╦ÅVĘ║Ą─æ¬ė├ĪŻ
1ĀtĒö┐╔╦▄┴Ž╩®╣ż╝╝ągę¬Ū¾
1.1ōv┤“╩®╣żĒśą“
ę╗░ŃÅ─╝ė¤ßĀtĀtķLĘĮŽ“Ą─ę╗Č╦ķ_╩╝ĪŻę└┤╬Ž“┴Ēę╗Č╦ōv┤“╩®╣żĪŻę▓┐╔ęįÅ─ā╔Č╦ķ_╩╝═¼ĢrŽ“ųąķgōv┤“╩®╣żŻ¼ęÓ┐╔ĘųČ╬▀Mąąōv┤“╩®╣żĪŻ×ķ┴╦£p╔┘║ŽķT┐┌Ż¼ūŅ║├Å─ę╗Č╦ķ_╩╝Ž“┴Ēę╗Č╦ę└┤╬╩®╣żŻ«▀@śėš¹éĆĀtĒöŠ═ų╗ėąę╗éĆ║ŽķT┐┌ĪŻōv┤“╩®╣żŪķør╚ńłD1╦∙╩ŠĪŻ
1.2ų¦─ŻĘĮ╩Į
ĀtĒö┐╔╦▄┴Ž╩®╣żŻ¼ę╗░Ń▓╔ė├└Ł─Żų¦─ŻĘĮ╩ĮĪŻ└ŁŚUÖMŽ“ķgŠÓĖ∙ō■─Ż░ÕķLČ╚š{š¹ĪŻęį└¹ė┌─Ż░ÕĄ─Ę┼ų├ĪŻ─┐Ū░ĪŻę╗░Ń░┤ššP3015ś╦£╩ųąĮ©ų■ė├õō─Ż░ÕĄ─ķLČ╚1.5 mķgŠÓ┴¶ų├ĪŻ×ķ▒ŻūC└Ł─ŻĄ§└ŁÅŖČ╚ĪŻ┐vŽ“└ŁŚUę╗░Ńę▓▓╗│¼▀^1.5 mķgŠÓĪŻ
1.3õü┴Ž╝░ōv┤“
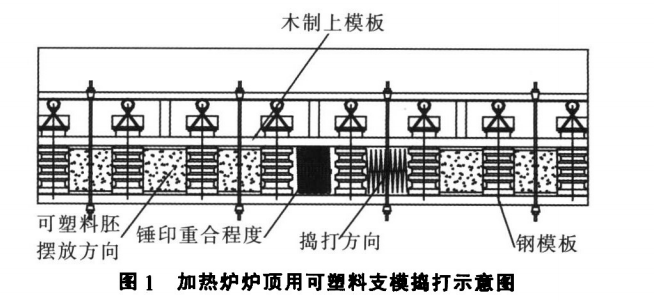
├┐īėų╗─▄õüĘ┼å╬┼┼┴ŽŻ¼ÜŌÕNę¬┤╣ų▒ė┌ōv┤“├µŻ¼Å─┴Ž┼„Įė┐p╠Äķ_╩╝ōv┤“ĪŻÕNŅ^į┌╔ŽŽ┬─Ż░Õų«ķg┤╣ų▒ęŲäėĪŻÕNėĪæ¬ųž»B2/3Ż¼ąą┼cąąųž»B1/2Ż¼ų┴╔┘═∙ĘĄę╗┤╬ĪŻōv╣╠║¾æ¬ŲĮš¹Īó├▄īŹĪóŠ∙ä“ĪŻ├┐īėōv┤“ĮY╩°║¾Ż¼ī”ōv┤“├µ╣╬├½ĪŻį┘õüĘ┼Ž┬ę╗īė┐╔╦▄┴ŽĪŻ┐╔╦▄┴Žōv┤“Ū░Ż¼╔Ž─Ż░Õę¬ē║ŠoĪŻęį├Ō┐╔╦▄┴Ž╔Ž▓┐ōv┤“▓╗īŹŻ¼ė░ĒæĀtĒö┐╔╦▄┴Žš¹¾wÅŖČ╚ĪŻ
1.4╩®╣żĢrķg┐žųŲ
ĀtĒö┐╔╦▄┴Ž╩®╣żæ¬▀B└m▀MąąĪŻķgą¬Ģræ¬ė├╦▄┴Ž▓╝Ė▓╔wōv┤“├µŻ¼Ę└ų╣╦«Ęų╔ó╩¦ĪŻ╚ń╩®╣żųąöÓ▌^ķLĢrĪŻĮė┐pæ¬┴¶į┌ā╔┼┼Õ^╣╠┤uĄ─ųąą─ŠĆ╠ÄŻ«└^└m╩®╣żĢrĪŻ░čęčĖ╔Ą─▒Ē├µŪąŽ┬Ż¼▓ó╣╬├½ĪŻ
1.5Õ^╣╠┤u░▓čb
░▓čbĀtĒöÕ^╣╠┤uŪ░Ż¼æ¬Ž╚ė├┼cšµ┤u═¼²Xą╬Ą──Š─Ż┤uą©ŠoĪŻōv┤“╚╦┐╔╦▄┴Ž20 mmęį╔ŽŻ¼ą╬│╔²XėĪ║¾Ż¼╚ĪŽ┬─Š─Ż┤uŻ¼į┘īóÕ^╣╠┤uōv┤“ŪČ╚ļŻ¼ą©Šo╣╠Č©ĪŻÕ^╣╠┤u┼cĄ§Æņ┴║ų«ķg▒žĒÜą©ŠoĪŻ▓ó╠Äė┌╩▄┴”ĀŅæBĪŻęįĘ└ų╣ĀtĒö▓─ŻĢrŽ┬│┴ĪŻ┐╔╦▄┴Žōv┤“▓╗├▄īŹĪŻĢ■įņ│╔Õ^╣╠┤uų▄ć·ėą┐pŽČŻ¼╚ńį┌║µĀt╝░╩╣ė├▀^│╠ųąĪŻÕ^╣╠┤uų▄ć·┐pŽČ╠ÄĢ■│÷¼F├░╗¼FŽ¾ĪŻ
1.6║ŽķT╩®╣ż
║ŽķT╠Äę╦▀xį┌╦«ŲĮĀtĒöČ╬šŽĄK▌^╔┘Ą─╬╗ų├ĪŻ║ŽķT╠ÄīÆČ╚æ¬▓╗┤¾ė┌600 mmŻ¼▓óōv┤“│╔┬®ČĘĀŅĪŻ║ŽķT╠Ä┐╔╦▄┴Žę¬Ļ■╦ķŻ¼▒M┴┐╝ÜąĪŻ¼Ęųīėõü┴ŽŻ¼ĘųīėōvīŹĪŻ
2ĀtĒö┐╔╦▄┴Ž╩®╣ż║¾Ą─▓─Ż╝░ą▐š¹
╩®╣ż║¾Ą─┐╔╦▄┴ŽĪŻį┌╩®╣ż¾w▀_ĄĮę╗Č©ÅŖČ╚║¾Ż¼ę¬╝░Ģr▓─Ż▓ó▀Mąąą▐š¹ĪŻ▓─ŻĢrķgę╗░ŃĖ∙ō■ŁhŠ│£žČ╚┤_Č©ĪŻė╔ė┌ōv┤“║¾Ą─┐╔╦▄┴Ž▒Š╔ĒŠ═ęčĮøŠ▀éõę╗Č©ÅŖČ╚ĪŻ╦∙ęį▓─ŻĢrķgę¬▒╚Ø▓ūó┴ŽČ╠Ż¼┐╔╦▄┴Ž▓─Żæ¬▓╗įńė┌╩®╣ż║¾4 hĪŻ▓─Ż║¾Ż¼æ¬┴ó╝┤ī”╩®╣ż¾w▀Mąą╣╬├½ĪóŪą┼“├ø┐pĪóį·═ĖÜŌ┐ūĄ╚ą▐š¹╩®╣żĪŻą▐š¹Ū░Ż¼æ¬Ž╚īóÕ^╣╠┤uČ╦├µų▄ć·Ą─┐╔╦▄┴Žė├─ŠÕN▌p▌pŪ├┤“Ż¼╩╣ų«Šo├▄ę¦║ŽŻ¼į┘ęįÕ^╣╠┤uČ╦├µ×ķ╗∙£╩Ž„│²ČÓėÓĄ─▓┐ĘųĪŻ
2.1 ╣╬├½
▓─Ż║¾ė├ßö²X░Õ▀Mąą╣╬├½Ż¼ėą└¹ė┌┼┼│²ĀtęrĄ─╦«ĘųŻ¼▒▄├Ō«a╔·┴č╝yĪŻŪą┼“├ø┐p┐╔╦▄┴Žā╚ęr╩▄¤ß├µĄ─┼“├ø┐p░┤įOėŗ╬╗ų├ŪąĖŅĪŻ┼“├ø┐p꬞×═©Ż¼ķgŠÓ×ķI.2Ī½1.5 mĪŻ┼“├ø┐pīÆČ╚ę╗░Ń×ķ3Ī½5 mmŻ¼╔ŅČ╚80 mmĪŻ┼“├ø┐p▓╗ę╦Ūą╠½╔Ņę“×ķ║µĀtŪ░¤oĘ©£╩┤_ĄžÅ─ĀtĒö╔Ž▓┐šęĄĮ┼“├ø┐p╬╗ų├ĪŻ╦∙ęį¤oĘ©ė├ż═┴┤uē║┐pĪŻĘ└ų╣ą╬│╔═©═Ėąį┴č╝yį┌╩╣ė├ųą▄f╗¼FŽ¾░l╔·ĪŻ į·═ĖÜŌ┐ūė├ų▒ÅĮ3Ī½4 mmąĪ╝ŌŌFūėį┌┐╔╦▄┴Ž╩▄¤ß├µį·═ĖÜŌ┐ūŻ¼Ųõ╔ŅČ╚×ķĀtęr║±Č╚Ą─2/3Ż¼ķgŠÓę╗░Ń×ķ150Ī½200 mmĪŻ
3ĀtĒö┐╔╦▄┴Ž╩®╣żūóęŌ╩┬ĒŚ
(1)┐╔╦▄┴Ž┼„ęÄĖ±ę╗░Ń×ķ230 mmĪ┴165 mmĪ┴50 mmŻ¼├┐Žõčb5ēKŻ¼ė├╦▄┴Ž┤³├▄ĘŌ║¾čbŽõŻ¼ųž25KgĪŻ┐╔╦▄┴Žæ¬į┌╩ęā╚é}Äņ┤µĘ┼Ż¼Ę└ų╣Ļ¢╣Ōų▒Ģ±ĪŻ▀hļxĖ▀£žŁhŠ│ĪŻū÷║├Ę└╦«ĪŻ┐╔╦▄┴ŽĢ■ę“Ę┼ų├Ģrķg▀^ķL╦▄ąįųĄĮĄĄ═Č°ļyęįōv┤“Ż¼╣╩╔·«a│÷üĒĄ─┐╔╦▄┴ŽĄĮ▀_╣ż│╠¼Fł÷║¾ąĶ▒M┐ņ╩╣ė├ĪŻ
(2)╩®╣żųą╗“╩®╣ż║¾ĪŻ┐╔╦▄┴Žęr¾w▓╗į╩įS┼c╦«Įėė|ĪŻ«ö┼c┐╔╦▄┴ŽŲ÷¾wĮėė|╠Ä╩®╣żØ▓ūó┴ŽĢrŻ¼æ¬ū÷║├┐╔╦▄┴ŽĄ─Ę└╦«ĪŻ
(3)┐╔╦▄┴Ž╩®╣żĮY╩°║¾Ż¼ĀtĒö▒Ż£žīėę╗Č©ę¬Ė▓╔wć└├▄Ż¼▓óē║īŹĪŻ
(4)┐╔╦▄┴Ž╩®╣ż═Ļ│╔║¾Ż¼æ¬▒Mįń▓─ŻŻ¼▓─Ż╠½═Ē┐╔╦▄┴ŽĢ■ūāė▓Ż¼▓╗└¹ė┌╣╬├½ĪóŪą┼“├ø┐pĪóį·═ĖÜŌ┐ūĄ╚ą▐š¹╣żą“ĪŻ▒Mįń▓─Żę▓▀m«öčėķL┴╦║µĀtŪ░Ų÷¾w├ōÜŌūį╚╗Ė╔į’ĢrķgĪŻ
(5)ė╔ė┌┐╔╦▄┴ŽĄ─Ī░┴Ń┼“├øĪ▒įOėŗĪŻę“┤╦┐╔╦▄┴ŽŲ÷¾wį┌Ė╔į’Īó║µĀt║¾Ż¼│÷¼F┴č╝y╝░┼“├ø┐pöU┤¾ī┘ė┌š²│Ż¼FŽ¾ĪŻ╚ń╣¹┴č╝yīÆČ╚│¼▀^┴╦10 mmĪŻätæ¬į┌┴č╝y╝░┼“├ø┐p╠Ä╠Ņ│õ║¼õå─═╗└wŠS╠║ĪŻęįĘ└ų╣Ātęrį┌Ą═£žĀŅæBŽ┬ĖZ╗├░¤¤Ż¼┴č┐p╝░┼“├ø┐pīóį┌1 350Īµū¾ėę┌ģŽ“ķ]║ŽĪŻ
4ĮYšZ
╝ė¤ßĀtĀtĒöė├┐╔╦▄┴Ž╩®╣żĄ─║├ē─Ż¼ų▒Įėė░Ēæ╝ė¤ßĀt╩╣ė├ē█├³ĪŻę“┤╦į┌╝ė¤ßĀtĀtĒö┐╔╦▄┴Ž╩®╣ż▀^│╠ųąŻ¼─▄ć└Ė±░┤šš╩®╣ż╝╝ągę¬Ū¾▀Mąą╩®╣żŻ¼▓óį┌╩®╣ż║¾╝░Ģrī”╩®╣ż¾w▀Mąąą▐š¹ĪŻŠ═┐╔╩╣ĀtĒöė├┐╔╦▄┴Ž╩╣ė├ąį─▄▀_ĄĮūŅ╝čŻ¼Å─Č°čėķL╝ė¤ßĀt╩╣ė├ē█├³ĪŻ