╗ž▐DĖGĘ┘¤²Āt╩Ūę╗éĆ╠Ä└Ē╣╠æBÅU╬’Īóę║æBÅU╬’╝░▌oų·╚╝┴ŽĄ╚╚╝¤²ė┌ę╗¾wĄ─▐DäėįOéõŻ¼▀\ąąĢrŻ¼ā╚▓┐▒Ż│ųų°│ų└mĖ▀£žŻ¼╝ė╔Žķgą¬ąį═Č┴ŽČ°▓╗öÓ▀Mąąų°¤ßĮ╗ōQ╝░Ė▀£ž╗»īWĘ┤æ¬╗ŅäėĪŻ░┤ššĪČGB18484-2001ĪĘ╬ŻļUÅU╬’Ę┘¤²╬█╚Š┐žųŲś╦£╩Ż¼╗ž▐DĖGā╚▓┐╚╝¤²£žČ╚▓╗Ą═ė┌ 850ĪµŻ¼Č°īŹļH▀\ąą£žČ╚Ė³Ė▀Ż¼╔§ų┴▀_ĄĮ 1000 Īµ╝░ęį╔ŽĪŻ╗ž▐DĖGą²▐Dę╗ų▄Ż¼─═╗┤uĢ■╩▄ĄĮę“ą²▐DČ°«a╔·Ą─▌SŽ“┼cÅĮŽ“ū„ė├┴”Ż¼═¼ĢrĘ┘¤²╬’┴Ž┼c─═╗┤uų«ķgĄ─ų▒Įė─”▓┴Ģ■«a╔·Š▐┤¾Ą─ōp║─Ż╗┴Ē═Ō╬ŻļUÅU╬’ę╗░Ń║¼ėą╦ßąį╬’┘|╗“║¼ėąēAĮī┘╬’┘|Ż¼Ųõī”─═╗┤uŠ▀ėąśO┤¾Ą─Ūų╬gŻ¼╔§ų┴┐╔┼c─═╗┤u░l╔·Ę┤æ¬Č°ī¦ų┬─═╗┤uäā┬õĪó£p▒Īęįų┬├ō┬õŻ¼▀MČ°┐╔─▄ī¦ų┬╗ž▐DĖG═▓¾w═Ō▒Ē├µ│÷¼FĮoĖ▀£ž╗“Ī░╝tĖGĪ▒ĪŻę“┤╦ę╗░Ń═©▀^▓╔╚ĪÆņĖGŲżĄ─ĘĮĘ©Įo─═╗┤u▒Ē├µ┤®╔Žę╗╝■Ī░═Ōę┬Ī▒Ż¼łį╣╠Ą─▒Żūoīė╝╚┐╔ėąą¦Ą─▒▄├Ō─═╗┤uų▒ĮėĮėė|╬’┴Ž«a╔·Ą──”▓┴Ż¼ėų┐╔▒▄├ŌĖ„ŅÉĮķ┘|Ą─Ūų╬gŻ¼▀MČ°čėķL─═╗┤uĄ─╩╣ė├ē█├³╝░▀\ąąų▄Ų┌ĪŻ
▒Šų°│╔▒Š╣Ø╝sĪó裣h└¹ė├Ą─įŁätŻ¼╗ž▐DĖGĘ┘¤²ĀtÆņĖGŲżĄ─▓─┴Žų„ę¬üĒūįė┌╚š│Ż╩š▀\Ą─╬ŻļUÅU╬’Ż¼▒M┐╔─▄▀xō±┼·┴┐┤¾Īóąį┘|ĘĆČ©Ą─╬’┴ŽĪŻė╔▄ø╗»£žČ╚▌^Ė▀Ą─Ą═╚█³cÅU╗»īWįćä®┐šŲ┐ĪóĖ▀ÅŖČ╚Ą─ĶFŲż╣▐Ż©░³║¼╩ųćŖŲß╣▐┐šŲ┐Ż¼Ą½ąĶķ_┐ūą╣ē║Ż®╝░Ųõ╦¹Ą═╚█³cĮī┘ŅÉŻ¼į┘┼õęįŲš═©║ė╔│╗ņ║Žöć░ĶĮM│╔Ż╗▒M┴┐▒ŻūCĖ„ĘN╬’┴Žį┌Ė▀£ž╚█╚┌║¾Š▀ėą┴╝║├Ą─ŽÓ╚▌ąįŻ¼Ūę▒M┴┐▓╗║¼¹}Ż¼▒▄├Ōį┌ÆņĖGŲżĢrį÷╝ėī”─═╗┤uĄ─Ūų╬gĪŻÆņĖGŲż▓─┴Ž┼õĘĮų„ę¬╩Ūęį╔│ūėĪó▓Ż┴¦Ą╚Ą═╚█³c╣ĶŅÉ▓─┴Ž×ķų„Ż¼▒Ńė┌ą╬│╔ę║ŽÓČ°į÷╝ėš│ĖĮ┴”Ż¼┐╔▌^║├Ą─żĖĮį┌─═╗┤uĄ─╣Ō╗¼▒Ē├µŻ╗═¼Ģr║¼ėąę╗Č©┴┐Ą─ĶFŅÉųŲŲĘŻ¼ęį▒Ńį÷╝ėĖGŲżĄ─ÅŖČ╚Ż¼Č°ėąą¦Ąų┐╣╬ŻļUÅU╬’į┌╗ž▐DĖGā╚▐DäėĢrī”─═╗┤uĄ──”▓┴┼cū▓ō¶ĪŻą┬Ų÷ų■═Ļ│╔═Č╚ļ╩╣ė├Ą─╗ž▐DĖGŻ¼ļm╚╗▓╔ė├رŲ÷╣ż╦ć┐╔ėąą¦▒ŻūC─═╗┤uų«ķg┘N║ŽŠo├▄Ż¼Ą½╚įėą╔┘┴┐┐pŽČČ°╚▌ęū╩▄ĄĮĘ█ēmĄ╚╬óŅw┴ŻĄ─ØB╚ļČ°ę²ŲĖ»╬gŻ¼╣╩ąĶę¬į┌╗ž▐DĖG║µĀtŲ│§▀_ĄĮ 850Īµ▀\ąąę¬Ū¾ĢrŻ¼╝┤┐╠▀Mąąęį▓Ż┴¦Īó╔│ūėĄ╚Ą═╚█³c╬’┘|×ķ┼õĘĮĄ─▓─┴Ž▀MąąÆņĖGŲż╣żū„Ż¼┤_▒Ż┴„ ╠╩ĀŅę║ŽÓ╚█╚┌╬’┐╔ėąą¦╠Ņča─═╗┤uķgĄ─┐pŽČŻ¼┐╔ęį▒▄├Ō║¾└mĄ─╬ŻļUÅU╬’╬’┴ŽŅw┴Ż╝░ę║Ą╬ØB╚ļĪŻ╔·«a▀\ąąųąÆņĖGŲżė├▓─┴Ž┐╔ęį£p╔┘Ą═╚█³cŅÉ▓─┴Ž▒╚└²Ż¼į÷╝ė┴╦Ė▀ÅŖČ╚ĶF╣▐┴┐Ż¼Ūę├┐┤╬ÆņĖGŲż«a╔·Ą─Ė▀ÅŖČ╚╚█╚┌ĀŅĀtį³┐╔裣h╩╣ė├Ż¼Ą├ęį▒ŻūCĖGŲżĄ─ÅŖČ╚ĪŻ
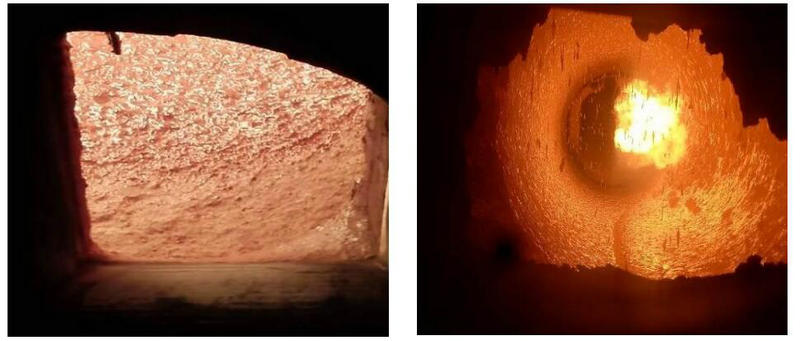
ÆņĖGŲż╣żū„ų„ę¬╩Ūęį╚š│Żąą▄ćūźČĘ▀Mąą═Č┴ŽŻ¼Įø▀^Ė▀£ž╚█╚┌║¾į┌ĮĄ£žš│ĖĮČ°ą╬│╔ĪŻŠ▀¾w▀^│╠ĘĮĘ©╚ńŽ┬Ż║
Ż©1Ż® īó╗ž▐DĖGā╚▓┐š²│Ż╚╝¤²Ą─╬ŻļUÅU╬’╚½▓┐╚╝▒M▓ó═Żų╣ÅUę║ćŖ╔õŻ¼▒Ż│ų┐šĖGŪęĖ╔į’¤o├„’@╦«Ų¹ĪŻ
Ż©2Ż® īó╦∙£╩éõ▓─┴Ž░┤▒╚└²╗ņ║ŽŠ∙ä“Ż¼└¹ė├ąą▄ćūźČĘūź╚Īęč┼õ▒╚╬’┴Ž═©▀^┴’▓█▀M╚ļ╗ž▐DĖGā╚▓┐Ż¼╩╣ė├╚╝¤²Ų„ī”╗ž▐DĖG▀Mąą╔²£žų┴ 1000Īµū¾ėę ĘĆČ©╚╝¤²Ż¼▒Ż│ų╗ž▐DĖG▐D╦┘×ķ 0.2rpm/min ▀\ąąŻ¼═©▀^ĖG╬▓Ė▀£žözŽ±Ņ^ė^▓ņ╬’┴ŽĄ─╚╝¤²ĀŅæBŻ¼ę▓┐╔═©▀^╝t═Ō¤ß│╔Ž±Æ▀├ĶāxķgĮėė^▓ņ╗ž▐DĖG═Ō▒Ē├µ£žČ╚ūā╗»ĪŻ
Ż©3Ż®«ö£žČ╚▀_ĄĮ╬’┴Ž╚█╚┌ĀŅæBĢrŻ¼ąĶę¬▒Ż│ų£žČ╚ĘĆČ©į┌ 1000Īµ-1100Īµ ų«ķgČ°▓╗─▄▓©äė╠½┤¾Ż¼ė╚Ųõę¬▒▄├Ō£žČ╚Ž┬ĮĄ╗“Ė▀║¼╦«╬’┘|Ą─═Č╚ļŻ¼ęį├Ō│÷¼F╚█╚┌ĀŅæBĄ─ĖGŲżųąöÓĄ─¼FŽ¾ĪŻĮø▀^ę╗Č╬ĢrķgĄ─│ų└mĖ▀£žņč¤²Ż¼╬’┴Žų▓Įķ_╩╝│╩¼Fę║ŽÓą╬æBŻ¼ļSĢrķgčėķL╬’┴ŽųØu╚╝¤²│õĘų║¾ę║ŽÓę▓ŽÓæ¬į÷ČÓĪŻ«ö─═╗┤u▒Ē├µķ_╩╝░l╔·╚█╚┌ĢrŻ¼ļSų°╗ž▐DĖGĄ─ŠÅ┬²▐DäėŻ¼Š▀ėąę╗Č©─zš│ąįĄ─┴„╠╩ąįę║ŽÓ╗ņ║Ž╬’┴ŽĖĮų°į┌─═╗┤u▒Ē├µŻ¼┤╦Ģrė╔ė┌─═╗┤u▒Ē├µ┼c╬’┴ŽĄ─£ž▓Ņ╩╣Ą├ķ_╩╝╚█╚┌Ą─╬’┴Žš│ĮYį┌─═╗┤u▒Ē├µŻ¼▀@Ģr┐╔Ė∙ō■īŹļH╚█╚┌┼cš│ĖĮĄ─ĀŅæB▀m«ö╠ß╔²╗ž▐DĖG▀\ąą▐D╦┘×ķ 0.2rpm/minŻ¼╝ė┤¾ĖG╬▓▓┐╚█╚┌╬’┴ŽĄ─┴„äėąįĪŻ
Ż©4Ż®═©▀^ĖG╬▓ė^▓ņęĢńRįu╣└ÆņĖGŲżĄ─ą¦╣¹Ż¼░³└©ĖGŲżĄ─║±Č╚ĪóĄų▀_Ą─╬╗ų├ģ^ė“Ż╗▀Ć┐╔ģó┐╝╝t═Ō¤ß│╔Ž±Æ▀├ĶāxĄ─£žČ╚’@╩ŠŻ¼═Ļ│╔ūŅ║¾Ą─ĮĄ£žš│ĖĮ▀^│╠ĪŻ═¼Ģr┐╔▀m«ö═Č╝ėę╗ą®Ė╔ąįĄ═║¼╦«ĪóĄ═¤ßųĄ╬█─ÓŅÉ╬’┴Ž▀Mąą▒Ē├µ¤ß┴┐╬³ĖĮŻ¼╝ė╦┘ĮĄ£ž╝░ĖGŲżĄ─└õģsą¦╣¹ĪŻ