ęꎮ┴čĮŌĀt╩Ūš¹éĆęꎮčbų├Ą─║╦ą─Ż¼ī┘ė┌Ė▀£žĖ▀ē║čbų├Ż¼╩®╣ż▀^│╠ųąąĶę¬┐žųŲĄ─ĻPµI³c║▄ČÓŻ¼Ųõųą▌Ś╔õ╩ęęr└’Ą─╩®╣ż╣żą“Å═ļsŻ¼ū„śIŁhŠ│É║┴ėŻ¼╩®╣ż╝╝ągę¬Ū¾▌^Ė▀Ż¼Ųõ╩®╣ż┘|┴┐Ą─║├ē─ų▒ Įėė░ĒæĄĮ┴čĮŌĀtĄ──▄║─ĪóĀt▒┌░Õ▒Ē├µ£žČ╚ęį╝░╩╣ė├ē█├³ Ż¼ę“┤╦ųĄĄ├ųž³cūóęŌĪŻ
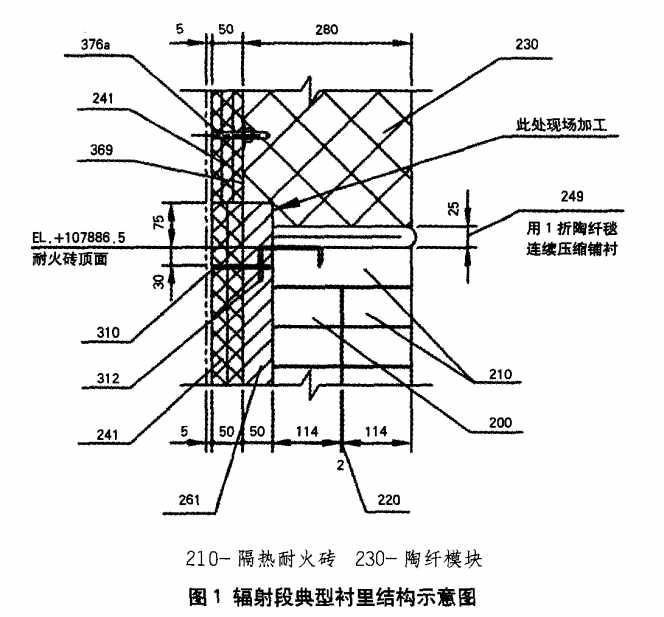
▌o╔õ╩ęęr└’ų„ę¬Ęų▓╝į┌▌Ś╔õ╩ęĒö░ÕĪó▒┌░ÕĪóĄū░Õ║═ÖM┐ńČ╬Ą─ā╚▒Ē├µ╔Ž Ż¼ŲõųąĒö░Õ║═ÖM┐ńČ╬ė╔╠š└w╠║║═╠š└w─ŻēKĮM│╔Ż¼Ąū░Õätė╔╠š┤╔└wŠS╠║║═Ø▓ūó┴ŽĮM│╔ĪŻ▒┌░ÕĄ─ęr└’ĮYśŗŽÓī”Å═ļsŻ¼ę╗╣▓Ęų×ķ4éĆ├µ Ż¼╝┤2├µé╚ē”║═2├µČ╦ē” ĪŻ├┐├µē”¾w░┤šš╔ŽŽ┬ĮYśŗėųĘų×ķ╠š┤╔└wŠS─ŻēK║═Ė¶¤ß┤uē”ā╔▓┐ĘųŻ¼įö╝ÜĮYśŗęŖłD1ĪŻ
Õ^╣╠╝■═©│Ż░³└©Vą═Ż¼SM ą═╝░SVą═Õ^╣╠ßöĪóūźßö╦©Īó╠š└w─ŻēK░▓čbĮM╝■║═╠š└w╠║░▓čbĮM╝■ųąĄ─┬▌ų∙Ą╚ĪŻ║ĖĮėŪ░Ż¼į┌▒┌░Õ╔Ž░┤ššįOėŗłD╝łę¬Ū¾Ą─ķgŠÓ│▀┤ń▀MąąÅŚŠĆŻ¼┤_Č©╩®║Ė▓┐╬╗Ż¼▓óī”║Ė³c╠Ä▀Mąą│²õPĪŻÅŚŠĆŪ░ąĶŽ╚šę│÷▒┌░Õųąą─ŠĆŻ¼▓óÅ─ųąą─ŠĆŽ“ā╔é╚▀MąąĪŻ║ĖĮėĢræ¬┤_▒ŻÕ^╣╠╝■║ĖĮė└╬╣╠Ż¼¤o┴č╝yĪóę¦╚Ō¼FŽ¾Ż¼Ūę┼c▒┌░Õ┤╣ų▒ĪŻŲõųąī”ė┌╠š└w─ŻēK░▓čbĮM╝■ųą┬▌ų∙Ą─║ĖĮėŻ¼ę╦▓╔ė├īŻė├Ą─ÖCäė╗Ī║ĖĮė(ūįäė║ĖĮė)Ż¼▓óį┌║ĖĮė═Ļ│╔║¾╝░Ģrīó╠š┤╔Łh╚ź│²ĪŻÕ^╣╠╝■║ĖĮė═Ļ│╔║¾Ż¼┐╔ė├0.5kgĄ─ĶFÕNųéĆ▀MąąŪ├ō¶Öz▓ķŻ¼▓ó£y┴┐Õ^╣╠╝■Ą─ķgŠÓĪŻŽÓÓÅā╔éĆÕ^╣╠╝■Ą─ųąą─ŠÓį╩įSŲ½▓Ņ×ķĪ└2ramŻ¼╚╬ęŌā╔éĆÕ^╣╠╝■ķgŠÓĄ─į╩įSŲ½▓Ņ×ķĪ└3ram ĪŻ
╠š┤╔└wŠS╠║õüįOŻ¼īėõü╠š└w╠║ę╗░Ńė├ė┌┤uē”Īó╠š┤╔└wŠS─ŻēKĄ─▒│ęr║═ĀtĒöųąķg╔w░Õ╠ÄĪŻŲõ╩®╣ż▓Į¾Eļm╚╗║åå╬Ż¼Ą½ę¬▒ŻūC┘|┴┐▓ó▓╗╚▌ęū Ż¼▒žĒÜć└Ė±░┤ššįOėŗłD╝ł║═ęÄĘČę¬Ū¾╩®╣żŻ¼▓óūóęŌęįŽ┬Äū³c╩┬ĒŚŻ║
(1)ŪąĖŅ╠š└w╠║ĢrŻ¼ŲõŪą┐┌欚¹²RŻ¼▓╗Ą├╚╬ęŌ╦║│ČĪŻ
(2)╦∙ėą╠š└w╠║Ą─╩®╣żŻ¼į┌▀ģŠē╠Äæ¬ęįĪ░UĪ▒ą═š█▀ģŻ¼▒ŻūCČ╦▓┐Ą─├▄ĘŌĪŻ
(3)Ė¶¤ßīėĪó─═╗īė╠š└w╠║▓╔ė├┐vĪóÖMĮ╗▓µõüįOĘĮĘ©Ż¼├┐īėÕe┐pæ¬┤¾ė┌100mmŻ¼╝┤Ż║Ą┌ę╗īė┐vŽ“õü┘NŻ¼Ą┌Č■īėÖMŽ“õü┘NŻ¼╚ń┤╦Į╗▓µĪŻ═¼ĢrĖ¶¤ßīėĄ─└’īėī”ĮėŻ¼Ųõī”Įė┐p╠Äæ¬┴¶ėąėÓ┴┐ē║ ┐söDŠoŻ╗═Ōīė┤ŅĮėŻ¼┤ŅĮėķLČ╚ę╦×ķ lOOmmŻ¼┤ŅĮėĘĮŽ“æ¬×ķĒśÜŌ┴„ĘĮŽ“Ż¼┤ŅĮė╠Äė├š│ĮY䮚┤š│ĪŻ