║µĀt╩Ū│¼Ą═╦«─ÓØ▓ūó┴Ž╩®╣ż║═╩╣ė├Ą─ĻPµIŁh╣ØĪŻŲõū„ė├ų„ę¬╩Ū┼┼│²ęr¾wųąĄ─ė╬ļx╦«Īó╗»īWĮY║Ž╦«║Ž½@Ą├Ė▀£ž╩╣ė├ąį─▄ĪŻ║µĀtĄ├«öŻ¼─▄╠ßĖ▀ĖGĀt╝░¤ß╣żįOéõĄ─ē█├³Ż¼Ę±ätŻ¼╦«Ęų┼┼│²▓╗Ģ│═©Ż¼īó╩╣ęr¾w«a╔·┴č╝yŻ¼ĮĄĄ═ÅŖČ╚Ż¼ć└ųžĢr╔§ų┴ę²Ųęr¾wĄ─äā┬õ╗“▒¼š©╩┬╣╩ĪŻ│¼Ą═╦«─ÓŽĄ┴ąØ▓ūó┴ŽĄ╚ų┬├▄ĪóĖ▀ÅŖą═Ø▓ūó┴ŽŻ¼ę“╦«Ęų▌^ļy┼┼│²Ż¼╦∙ęįęū░l╔·┤╦ŅɼFŽ¾ĪŻ
║µĀtŪ░ꬎ╚Ė∙ō■╩╣ė├Ą─▓╗═¼▓─┘|│¼Ą═╦«─ÓØ▓ūó┴ŽųŲČ©ŽÓæ¬Ą─║µĀtŪ·ŠĆłDŻ¼Ż¼║¼ėą▓╗═¼ĮY║Žä®Ą─Ø▓ūó┴Ž║µĖ╔║¾Ą─╩¦ųž┬╩ę▓▓╗ę╗śėŻ¼│¼Ą═╦«─ÓØ▓ūó┴Ž110Īµ║µĖ╔║¾Ą─╩¦ųž┬╩×ķ55%~80%Ż¼į┌200~300ĪµĄ─£žČ╚ĘČć·ā╚└█ėŗ╩¦ųž┬╩ę╗░Ń▀_ĄĮ70%~90%ĪŻ▀@šf├„Ż¼Ą═£žļAČ╬├ō╦«╩Ū▒╚▌^ČÓĄ─Ż¼ų„ę¬╩Ūė╬ļx╦«Ż¼▀Ćėą▓┐ĘųĮY║Ž╦«Ż║ļSų°£žČ╚Ą─└^└m╔²Ė▀ĮY║Ž╦«║═ĮYŠ¦╦«▓╗öÓ┼┼│÷ĪŻ▀_ĄĮ500ĪµĢrŻ¼Ø▓ūó┴Ž║¼╦«┬╩āH×ķ10%ū¾ėęĪŻ═¼Ģr┐┤│÷Ė„£žČ╚Ž┬Ą─╩¦ųž┬╩┬įėąģ^äeĪŻę“┤╦║µĀtŪ·ŠĆĄ─ųŲČ©Ż¼ę▓ėą╦∙▓Ņ«ÉĪŻ
│¼Ą═╦«─ÓØ▓ūó┴ŽĄ─║µĀtųŲČ╚Ż¼┼cŲõ▓─┴ŽŲĘĘN║═ąį─▄Ż¼╩®╣żųŲū„ĘĮĘ©Ż¼ęr¾w║±Č╚║═╩╣ė├Śl╝■Ą╚ę“╦žėąĻPĪŻę“┤╦Ż¼ųŲČ©ęr¾wĄ─║µ┐ŠŪ·ŠĆŻ¼æ¬│õĘų┐╝æ]Ė„ĘĮ├µĄ─ŪķørŻ¼┐éĄ─įŁät╩Ūį┌600Īµų«Ū░Ż¼æ¬ŠÅ┬²╔²£ž║═▒Ż£žŻ¼ęį▒Ńęr¾wųąĄ─╦«Ęų│õĘų┼┼│²ĪŻį┌600Īµ▒Ż£žų«║¾Ż¼ę▓┐╔į┌800ĪµĢr▒Ż£ž8~16hŻ¼Ųõ╔²£ž╦┘Č╚ę╗░Ń×ķ20~35Īµ/hŻ║į┌ę╗░ŃŪķørŽ┬Ż¼┐╔ģóššįōųŲČ╚Ż¼ųŲČ©│÷Š▀¾wĄ─ęr¾w║µĀtŪ·ŠĆĪŻį┌ęr¾w║µĀtĢrŻ¼ū÷║├ė├├║ÜŌĪó▓±ė═╗“ļŖ¤ßĄ╚Ż¼▀@ą®¤ßį┤╚▌ęū┐žųŲŻ¼╩╣ė├ĘĮ▒ŃŻ¼─▄▒ŻūC║µĀt┘|┴┐Ż¼▓╔ė├─Š▓±╗“├║ū„╚╝┴ŽŻ¼æ¬Š½ą─▓┘ū„Ż¼ć└Ę└Ž©╗╗“▀^¤ßŻ¼ōpܦęr¾wŻ║ęr¾w£žČ╚欫öŠ∙ä“ĪóĘĆČ©Ż¼═¼Ģræ¬Ė∙ō■║µĀtŪķørŻ¼ļSĢrš{š¹║µ┐ŠųŲČ╚Ż¼ęį▒ŻūC║µĀt┘|┴┐ĪŻ
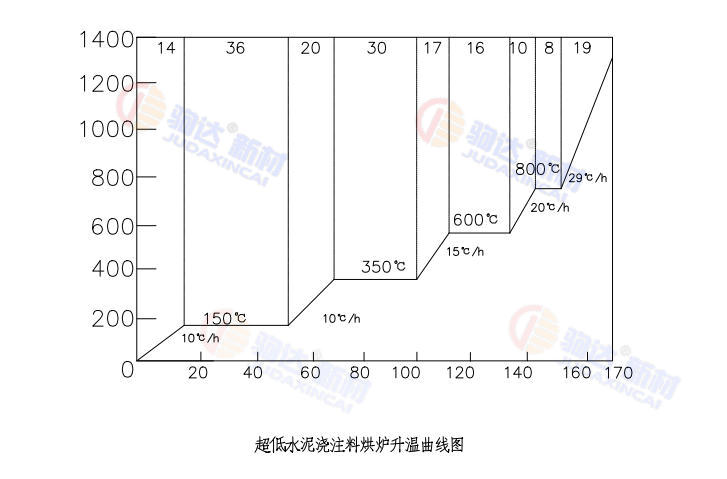
╔ŽłD×ķ╝ė¤ßĀtė├│¼Ą═╦«─ÓØ▓ūó┴Žęr¾wĄ─║µĀtŪ·ŠĆĪŻ▓─┘|▀xė├Ą─╩ŪAL2O3║¼┴┐į┌75%Ą─õXĄ\═┴įŁ┴ŽĪŻŲõ░Ķ║Ž╦«ė├┴┐×ķ4~5%Ż¼į┌Ą═£ž║µ┐ŠĢr╚▌ęū┼┼│²Ż¼▓ó┴¶Ž┬┼┼ÜŌ═©Ą└Ż¼ę“┤╦┤╦ęr¾wĄ─║µ┐ŠĢrķg▌^Č╠Ż¼ę╗░Ń×ķ7╠ņū¾ėęŻ¼╚ń╣¹ęr¾w╩®╣ż═Ļ│╔║¾Ż¼ūį╚╗Būo╗“ķgĖ¶Ą─Ģrķg▌^ķLŻ¼Ųõ║µ┐ŠĄ─Ģrķg┐╔┐sČ╠Ż¼ę╗░Ń×ķ5Īż6╠ņŻ¼łDųąöĄūų×ķ├┐£žČ╚Č╬ė├ĢrŻ©hŻ®
