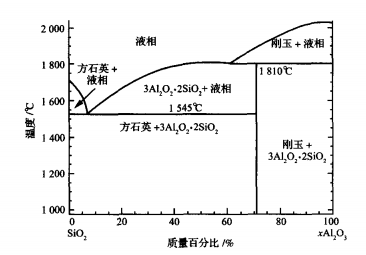
ĪĪĪĪ─┐Ū░Ż¼Ė¶¤ß┤uĄ─╔·«a╚į▓╔ė├öDē║│╔ą═║═¤²│╔╣ż╦ćŻ¼Å─Č°ą╬│╔ÜŌ┐ūŻ¼ęį▀_ĄĮ╦∙ąĶꬥ─├▄Č╚║═ī¦¤ßąįĪŻ└¹ė├¤²│╔╣ż╦ćŻ¼┐╔ęįć└Ė±┐žųŲÜŌ┐ūĄ─┤¾ąĪŻ¼Å─Č°▒ŻūCŲõī¦¤ßąįĪŻūŅ║├Ą─Ė¶¤ß┤u▓╔ė├┴╦ė▓─ŠõÅ─®Ż¼▀@ĘN▓─┴ŽŽÓī”ŽĪėąŻ¼Ą½ė÷╦«║¾▓╗Ģ■«a╔·Ž±▄ø─Š─Ūśė┤¾Ą─┼“├ø┴┐Ż¼ę“┤╦Ė³ęū┐žųŲŲõÜŌ┐ū│▀┤ńŻ¼«ö╚╗▀@īóĢ■į÷╝ė│╔▒ŠĪŻ

ĪĪĪĪę╗ĘNż═┴┼c┐╔╚╝▓─┴ŽŽÓ╗ņ║ŽŻ¼╚ń╣¹▀@ĘN┐╔╚╝▓─┴Ž╩ŪõÅ─®Ż¼─Ū├┤╦³┐╔ęįį┌ĮYśŗųą╬³╩š╦«ĘųŻ¼╚╗║¾õÅ─®īóį┌╦«║═ż═┴ųą░l╔·┼“├øŻ¼▀@éĆ▀^│╠Ģ■│ų└m1ų▄ĄĮ1éĆį┬ĪŻį┘┤╬īó▀@┼·įŁ┴Ž╗ņ║Ž▓ó═©▀^ē║┐s╗“öDē║│╔ą═ĪŻ│╔ą═║¾Ą─┤u▀Mąą┐šÜŌĖ╔į’Ż¼ė╔ė┌ŲõųąĄ─╦«Ęų║¼┴┐×ķ25%~40%Ż¼Ė╔į’ąĶę¬▌^ķLĢrķgĪŻĖ╔į’ĮY╩°║¾Ż¼┤u▒╗╦═╚ļ┴╦Ė╔į’ĖGŻ¼į┌100ĪµŽ┬Ė╔į’ĪŻį┌¤²│╔Łh╣ØŻ¼│╔ą═┤uīó▒╗čb╚ļĖG▄ćŻ¼┤uį┌ĖG▄ćĄ─┤aĘ┼▒žĒÜąĪą─Ż¼ąĶę¬į┌┤uĄ─ų▄ć·┴„│÷ūŃē“Ą─┐šŽČęį▒ŻūCÜŌ┴„┴„═©Ż¼═¼Ģr▒ŻūCõÅ─®į┌č§ÜŌųą│õĘų╚╝¤²ĪŻ╝ė¤ß╦┘Č╚ę▓▒žĒÜ├▄Ūą┐žųŲŻ¼▒▄├Ō░l╔·£žČ╚¾Eūā╗“õÅ─®╚╝¤²▓╗│õĘųĪŻ▓╗─▄į┘śŗ╝■╔Ž│÷¼F╬┤│õĘų╚╝¤²Ą─╠╝║██EĪŻ
ĪĪĪĪ░ķļSų°Ė╔į’║═¤²│╔▀^│╠Ż¼Ė¶¤ß┤uĄ─¾wĘeĢ■┐sąĪ┤¾╝s30%ĪŻ┤u┼„═©▀^ÖCąĄ╝ė╣żųŲ│╔┴∙├µ¾w┤uą═Ż¼┤uĄ─│▀┤ńį┌┤╦▀Mąą£╩┤_┐žųŲĪŻ┤uį┌īŹļH│╔ą═▀^│╠ųąę▓Ģ■Ė─ūāÜŌ┐ūĄ─ą╬ĀŅĪŻ╬ęéāĢ■šJ×ķ▀@ą®ÜŌ┐ū╩Ū╬óąĪĄ─Ū“ĀŅ┐ūŻ¼Č°╩┬īŹ╔Ž▓óĘŪ╚ń┤╦ĪŻį┌ČÓöĄŪķørŽ┬Ż¼ųŲįņ╔╠═©▀^ś╦£╩┤u(230mmĪ┴114mmĪ┴76mm)Ą─114mmę╗├µüĒÖz£yŲõī¦¤ß┬╩Ż¼╚ń╣¹═©▀^76mmę╗├µŻ¼ätī¦¤ß┬╩Ģ■╠ßĖ▀20%Ż¼▀@╩Ūę“×ķÜŌ┐ūą╬ĀŅ░l╔·┴╦Ė─ūāĪŻ
ĪĪĪĪ╚ńĮ±Ż¼┤uĄ─ÜŌ┐ūĮYśŗ┐╔ęį═©▀^░l┼▌╣ż╦ć│╔ą═Ż¼ŲõųąĄ─╗»īWįć䮯¼└²╚ńÜõč§╗»õX╗“Üõč§╗»ŌcŻ¼ę“┤╦└¹ė├┤╦▐kĘ©Ż¼ż═┴┴ŽØ▓ūóĄĮ░l┼▌─ŻŠ▀ųąŻ¼─ŻŠ▀┐╔ęį╩Ū┤uą═╗“Ė³┤¾░Õą═ĪŻĖ¶¤ß┤u│╔ą═║¾Ż¼īóŲõ╚Ī│÷Ė╔į’║═¤²│╔ĪŻ╚╗║¾į┘═©▀^ÖCąĄ╝ė╣ż╗“ŪąŽ„│╔Ė„ĘN╦∙ąĶą╬ĀŅĪŻ
ĪĪĪĪ▀@ĘN╔·«aĘĮĘ©Ą─ā׳c╩ŪŻ║«a┴┐Ė▀Ż║ė╔ė┌▓╗ę¬Ū¾╦▄ąįųĖś╦Ż¼┐╔ęį╔·«aūŅĄ═├▄Č╚Ą─Ė¶¤ß┤uĪŻ╚▒³c╩ŪŻ║║▄ļy┐žųŲÜŌ┐ū│▀┤ń║═ÜŌ┐ūĘų▓╝ĪŻė╔ė┌├▄Č╚Ą═Ż¼─═äā┬õąįę▓ļSų«ĮĄĄ═ĪŻ
ĪĪĪĪ╚ń╣¹ėą┐╔─▄▓╔ė├░l┼▌Ę©Ż¼═©▀^╬’└ĒĘĮĘ©«a╔·┼▌─ŁŻ¼─Ū├┤īóĄ├ĄĮ▌^║├Ą─«aŲĘŻ¼Ą½ÜŌ┐ū│▀┤ń║═Ęų▓╝Ģ■Ė³ļy┐žųŲĪŻ
ĪĪĪĪė╔łD3╦∙╩ŠĄ─õX-╣ĶłD┐╔ęį┐┤│÷Ż¼õX║¼┴┐įĮĖ▀Ż¼Ęų╝ē£žČ╚įĮĖ▀Ż¼Ą½╗∙▒Š╔ŽļSų°├▄Č╚į÷┤¾Ż¼ī¦¤ßąįĮĄĄ═Ż¼ÜŌ┐ū┬╩ę▓ĮĄĄ═ĪŻ
ĪĪĪĪ
ĪĪĪĪłD3 õX-╣ĶłD
ĪĪĪĪ33╝ē║═34╝ēĖ¶¤ß┤uė╔║Ž│╔õXÜŌ┼▌ųŲ│╔ĪŻ║¼ėą├▄ķ]Ą─ÜŌ┐ūŻ¼Ųõī¦¤ßąį▓╗Ģ■ļSų°£žČ╚ĮĄĄ═Ż¼Ą½╔²ĄĮĘŪ│ŻĖ▀Ą─ŲĮŠ∙£žČ╚ĢrŲõī¦¤ßąįį┘Č╚┼╩╔²Ż¼╚ńłD4║═▒Ē1╦∙╩ŠĪŻ
ĪĪĪĪ 
ĪĪĪĪłD4 33
ĪĪĪĪ║═34╝ēĖ¶¤ß┤uī”▒╚
ĪĪĪĪ
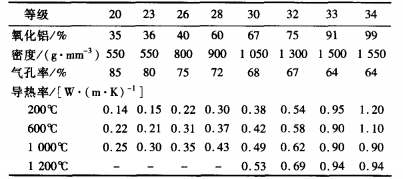
ĪĪĪĪ▒Ē1 Ė„Ą╚╝ē▓─┴Ž▓╗═¼£žČ╚Ž┬ī¦¤ß┬╩ī”▒╚
ĪĪĪĪņoų╣┐šÜŌ╩Ū┴╝║├Ą─Ė¶¤ß¾wŻ¼╬ęéāæ¬│õĘų└¹ė├▀@ę╗╠žąįŻ¼Ą½į┌─│ą®ŪķørŽ┬Ż¼č§ÜŌį┌ę╗ą®╣ż╦ćųą▓╗─▄┤µį┌Ż¼ę“┤╦▓╔ė├ÜõÜŌ╗“ę╗č§╗»╠╝╠µ┤·Ż¼ā╔š▀Č╝ėą▌^┤¾Ž┬ĮĄŻ¼į┌─│ĘN│╠Č╚╔ŽŲõ╦¹╠╝Üõ╗»║Ž╬’Ż¼└²╚ńę╗č§╗»╠╝┐╔ęįį┌450ĪµŽ┬═©▀^ĮĄĄ═╚╬║╬ĶFļxūė╩╣╠╝▀MąąĘųĮŌŻ¼Ųõ╦¹╠╝Üõ╗»║Ž╬’į┌700ĪµŽ┬ĘųĮŌĪŻÜõĮĄĄ═Ė³ČÓŻ¼į┌┤¾╝s1080ĪµŽ┬╩╣╣Ķ▐D╗»│╔Įī┘╣ĶĪŻÜõ═¼śėŠ▀ėąĖ³ąĪĄ─ĘųūėŻ¼ę“┤╦į┌ÜŌ┐ūųą▒Ē¼FĖ³╝ė╗Ņ▄SŻ¼Ė∙ō■£žČ╚ūā╗»Ż¼ÜõĄ─ī¦¤ß┬╩╩Ū┐šÜŌĄ─5~7▒ČĪŻ
ĪĪĪĪÜõųąĄ─Ė¶¤ß┤uī¦¤ß┬╩▒╚┐šÜŌųąĖ▀3▒ČŻ¼ę“┤╦┐šÜŌų«═ŌĄ─ĀtūėÜŌĘš╩Ūę╗éĆ║▄ųžę¬Ą─蹊┐šnŅ}ĪŻ
ĪĪĪĪĖ¶¤ß┤uĄ─▀xō±
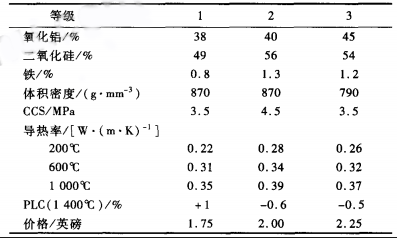
ĪĪĪĪ▒Ē2┴ą│÷┴╦3ĘNĖ¶¤ß┤uŅÉą═ĪŻ3ŅÉ┤uč§╗»õX║¼┴┐Ė▀Ż¼ĶF║¼┴┐Ą═Ż¼├▄Č╚ąĪŻ¼┐┤ŲüĒ╩ŪūŅ║├Ą─┤uĪŻ1ŅÉ║═2ŅÉ┤u║¼┴┐āH▓Ņ2%Ż¼├▄Č╚ŽÓ═¼Ż¼1ŅÉ┤uī¦¤ßąį▌^Ą═ĪŻ1ŅÉ┤uĄ─PLC×ķ+1%ĪŻ
ĪĪĪĪ▒Ē2 3ĘN┤uöĄō■ī”▒╚
ĪĪĪĪ
ĪĪĪĪ╠Ē╝ė┴╦ę╗ĘN╠Ē╝ėä®║¾╩╣ÜŌ┐ūĖ³╝ėŠo├▄Ż¼į┌Ė▀£žŽ┬ą╬│╔Ė³ČÓĄ─ę║ŽÓŻ¼▀@ę▓Š═╩ŪŲõī¦¤ßąįĮĄĄ═Ą─įŁę“ĪŻ
ĪĪĪĪ╚ń╣¹1ŅÉ┤uė├ė┌łA╣░╗“ų¦ō╬ĮYśŗŻ¼╦³īó░l╔·╚õūāŻ¼▀@╩Ūė╔ė┌ē║┴”Ą─ū„ė├Ż¼Č°ŪęūŅĮKą¦╣¹╩¦öĪ;╚ń╣¹ė├ė┌▓╗Ė▀ė┌1300ĪµĄ─▒│▓┐Ė¶¤ß┤uŻ¼╦³īó╩╣ąįār▒╚ūŅ║├Ą─┤uĪŻ
ĪĪĪĪ┼ąöÓ┤u╩Ūʱ╩╣ė├▀ĆąĶę¬ų¬Ą└─│ę╗ĘN┤uė├į┌╩▓├┤▓┐╬╗Ż¼╝░Ųõąį─▄ģóöĄŻ¼▀@ą®Č╝╩Ūųžę¬Ą─ĪŻ