循環流化床鍋爐內部非金屬防火防磨爐襯結構,對鍋爐運行過程中受熱面的防磨及點火器的防火保護起到非常關鍵的作用。根據相關資料統計,目前投運的循環流化床鍋爐,由于爐襯損壞原因而造成鍋爐的故障率高達75%以上,己經嚴重地影響到了鍋爐的長周期經濟運行。特別是近幾年隨著循環流化床鍋爐的大型化的快速普及,對循環流化床鍋爐非金屬防火防磨結構使用的可靠性也提出了更高的要求。循環流化床鍋爐內襯不同部位用到不同種類的耐火材料,如:耐磨澆注料、耐磨磚、耐磨可塑料、輕質澆注料、輕質磚和耐火纖維等。其中耐磨材料的設計、質量、施工等是保證CFB正常運行的關鍵因素之一,因此充分認識循環流化床鍋爐內部爐襯結構的損壞機理,合理選擇、正確使用耐磨材料,通過合理優化改造,提高循環流化床鍋爐內部爐襯的使用壽命,是保證大型循環流化床鍋爐長周期安全運行的前提條件。本文主要是對鉻剛玉可塑料的特點及循環流化床施工、烘爐等方面進行了闡述。
1 鉻剛玉可塑料特點及使用部位
剛玉系指由電熔或燒結而制成的主礦相為α-A1203相的含Al203純度較高的材料。剛玉硬度很高(硬度9級),熔點2050℃,熱膨脹系數為(1000℃)8.0x10-6/℃,彈性摸量也大,為36.3xl06Pa,導熱系數為5.82W/MK。其化學性穩定,對酸和堿均有良好的抵抗能力,是生產耐火材料的重要高級原料之一。耐火材料用剛玉主要包括燒結剛玉和電熔剛玉。耐火材料用鉻質原料主要包括天然鉻礦和人工合成的工業氧 化鉻。工業氧化鉻(Cr203)又稱氧化鉻綠,為綠色超細粉,粒度一般為-325目,Cr203含量大于98%。它以鉻酐、重鉻酸鈉(或鉀)與硫磺等經高溫熔燒而成。在耐火材料中引入氧化鉻超細粉,在高溫下可與基質形成固熔體,從而提高材料熱態強度等性能。鉻礦是指天然含鉻礦物,主要由鉻尖晶石礦物和其它伴生的礦物雜質組成。鉻礦成分比較復雜,廣泛存在著Cr03、Al203、Fe203、Fe0、Mg0五種基本組成的類質同置換。由于天然鉻礦中鉻鐵礦具有代表性,故鉻礦一般稱鉻鐵礦,鉻鐵礦通常呈粒狀和塊狀集合體,黑色,條痕褐色。硬度5.5-6.5,無解理性脆,比重4.2-4.8。熔點為2180℃。膨脹系數一般為(1000-1100℃)8.2x 10-6/℃,具有弱磁性。在高溫下體積穩定,不發生膨脹收縮,不易與任何爐渣反應。

可塑料是一種具有可塑性的泥料或坯料,在較長時間內具有較高可塑性的不定形耐火材料。是由耐火骨料、粉料、結合劑、増塑劑和水分按比例組成的。結合劑通常是軟質粘土、水玻璃、磷酸等。可塑料采用搗打法或震動方法施工。
鉻剛玉可塑料優點:
A. 耐火度高;
B. 耐磨性好;
C. 高溫下抗腐蝕;
E. 熱震穩定性好;
F. 自然形成龜裂不須予留收縮縫;
G. 施工方法簡單施工質量有保證;
H. 易導熱水冷壁熱損失少提高鍋爐整體熱效;
I. 造價高。
以1025t/h循環流化床(CFB)為例鉻剛玉可塑料主要應用關鍵磨損部位:旋風分離器直段、爐膛出口、爐膛濃相區、水冷屏、氣冷屏、再熱屏,設計使用的耐磨可塑料均改用鉻鋼玉可塑料。
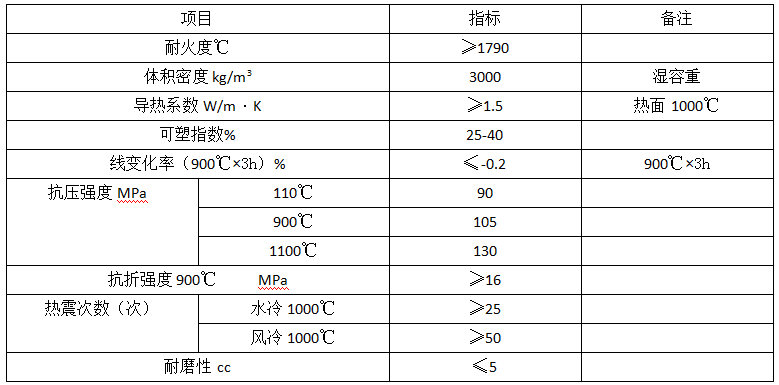
鉻剛玉可塑料的理化指標
2 施工及烘爐
鍋爐受熱面銷釘區域部位在敷設鉻剛玉可塑料前必須補焊全,其它部位待“Y”型釘,“V”型釘焊接牢固后再進行澆注,施工前清理干凈爐內內襯所有金屬構件,并且在其上均勻涂刷1-2mm厚的瀝清,自然風干。
爐內內襯施工原則上自上而下,即爐頂-爐膛出口煙窗-屏過-屏再-水冷壁前墻給煤口-爐膛-風室,旋風分離器入口煙道-旋風分離器(因旋風分離器與其出口煙道的中心筒之間間隙過小,需在水壓前即安裝中心筒前施工旋風分離器上段回料器-旋風分離器出口煙道。在施工前,首先對每一批內襯材料進行現場和隨機抽樣檢查,并且要做好試塊送有關檢驗站測試其各種性能,出試試驗報告。試樣的試驗滿足后,在攪拌機中加入一定量的內襯材料,且依其材料的性能按比例加入適量的粘結劑,添加劑或固化劑和水;攪拌均勻。
把攪拌好內襯材料倒入料斗,用布置好的卷楊機運輸至工作面,敷設或砌筑在所需處,其厚度高于設計值的3-4mm搗實,抹平、壓光,各銷釘邊緣處的銘剛玉可塑料做成450倒角。內襯施工成型后要做好相應的養護。
鉻剛玉可塑料采用高強耐火骨料,添加超細粉摻合料后的耐磨可塑料。采用A料、B料分開包裝,現場混配的生產工藝。現場配方為7袋A料(5kg/袋)配1袋B料(3kg/袋)根據氣溫和現場施工要求決定每機攪拌量,混配后的可塑料應在規定的時間內用完,一般不超過25分鐘,固化后的料應棄之不用,嚴禁加入粘結劑后重新使用,嚴禁加水。
鉻剛玉可塑料采用手工搗打方法施工,嚴禁濕養護和蒸汽養護。這些材料都在現場施工,材料中存在很高的水分包括內水份和外水份)。因此,鉻剛玉可塑料的干燥——烘爐是新施的循環流化床(CFB)鍋爐運行前的一項重要工作,烘爐可以加速爐墻材料的物理化學變化過程,直接影響內襯材料的壽命和循環流化床(CFB)鍋爐運行的可靠性。在烘爐過程中,如果其中水分蒸發過快,產生的水蒸汽汽壓超過混凝土的結合力,可能使爐墻發生裂縫、變形、損壞,甚至可能性造成大面積的爐墻坍塌;如果內襯材料初始熱膨脹過快和不均勻,也會由于熱應力集中而受到損壞。
實際中以1025t/h循環流化床(CFB)為例,鍋爐本體低溫烘爐在經歷8天完成。該鍋爐本體低溫烘爐從開始進行,48小時后進入180℃緩速升溫;108小時后順利過度到280℃;128小時后開始進入370℃;168小時后烘爐機停火進入自然冷卻階段。對返料器和點火風道等在運行中易受損部位,對其提前12小時點火,在烘爐最后階段,對這些部位進行了約12小時的中高溫初步燒結,使這些部位的耐磨耐火材料在今后的運行中具有更好的使用性。經試塊水份化驗后確認此次烘爐己超標達到烘爐目的。高溫烘爐階段即第二階段烘爐是在系統啟動吹管時進行。
3 使用結果
循環流化床(CFB)運行對重要部位(旋風分離器、爐膛、回料閥等)的耐火材料耐磨性要求較高,耐火材料的耐磨性與主要原料的性質、生產工藝、施工等因素有關。
經過使用,檢查結果表明應用鉻剛玉可塑料主要關鍵部位:旋風分離器直段、爐膛出口、爐膛濃相區、水冷屏、氣冷屏、再熱屏,沒有因為材料自身問題引起停爐等情況,該部位材料經簡單維護后仍可繼續使用。