ĪĪĪĪā╔Śl5000t/d╔·«aŠĆŻ¼Š∙į┌▌^Č╠Ģrķgā╚īŹ¼F▀_ś╦▀_«aĪŻā╔ŠĆŠ∙▓╔ė├ąĪĖGŅ^šųŻ¼╚²┤╬’L╩ŪÅ─¾„└õÖCČ■Č╬Ēö╔Ž╚Ī’LŻ¼¾„└õÖC▀BĮė▓┐╬╗ę“×ķķLŲ┌╩▄ĄĮĖ▀£ž▌Ś╔õ║═╬’┴Žø_╦óŻ¼║▄╚▌ęūįņ│╔Ø▓ūó┴Ž├ō┬õ║═─ź▒ĪĄ╚ŪķørŻ¼┤╦╠Äļx┤¾┴║▌^Į³Ż¼╩®╣ż┐šķg¬MąĪŻ¼ć└ųžė░ĒæØ▓ūó┴ŽĄ─╩®╣ż┘|┴┐ĪŻ
ĪĪĪĪĖ─įņŪ░Ą─¼FŽ¾
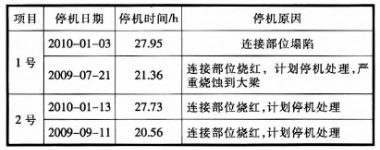
ĪĪĪĪĖ─įņŪ░Ż¼ā╔ŠĆę“▀BĮė▓┐╬╗╣╩šŽī¦ų┬¾„└õÖC═ŻÖCŪķøręŖ▒Ē1ĪŻ
ĪĪĪĪ▒Ē1 įņ│╔¾„└õÖC═ŻÖCĢrķgĮyėŗ
ĪĪĪĪ
ĪĪĪĪłD1×ķ2╠¢ŠĆ2010─Ļ1į┬13╚š▀BĮė▓┐╬╗╦·┬õ║¾ššŲ¼Ż¼┐“╝▄┤¾┴║╩▄ĄĮķLŲ┌¤ß▌Ś╔õŻ¼ī¦ų┬╗ņ─²═┴░l╔·├ō┬õĪŻį┌2009─Ļ3į┬Özą▐ųą╣ż│╠▓┐į°ī”┤╦╠Ä▀Mąą┴╦2╠ņĄ─╝ė╣╠╠Ä└ĒŻ¼Įø▀^┤╦Č╬ĢrŻ¼Ø▓ūó┴Ž£žČ╚╝▒äĪ╔Ž╔²Ż¼ā╚▓┐╦«Ęų¤oĘ©┼┼│÷Ż¼Š═Ģ■░l╔·Ø▓ūó┴ŽĪ░▒¼Ņ^Ī▒¼FŽ¾Ż¼ī¦ų┬▒Ē├µØ▓ūó┴Ž░l╔·äā┬õĪó░╝═╣▓╗ŲĮŻ¼▒¼┴čūŅ╔Ņ╠Ä▀_ĄĮ10mmŻ¼ć└ųž┐sČ╠┴╦Ø▓ūó┴ŽĄ─╩╣ė├ē█├³ĪŻį┌2010─Ļ3į┬Ę▌Özą▐▀^│╠«öųąėųī”┤╦╠Ä▀Mąą┴╦ą▐Å═Ż¼ė░Ēæ┴╦š¹éĆųąą▐Özą▐Ą─▀MČ╚ĪŻ
ĪĪĪĪ
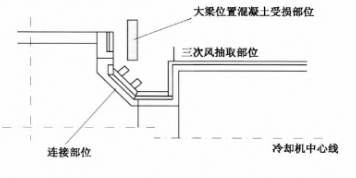
ĪĪĪĪłD2┤¾┴║║═▀BĮė▓┐╬╗Ą─ŽÓī”╬╗ų├
ĪĪĪĪĖ─įņĘĮ░Ė
ĪĪĪĪ1╠¢ŠĆĄ─Ė─įņĘĮ░Ė
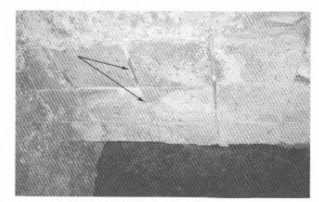
ĪĪĪĪ2010─Ļ3į┬┤¾ą▐ųąŻ¼▀BĮė▓┐╬╗▓╔ė├¼Fł÷Ø▓ūóĘĮĘ©ĪŻÖzą▐║═╩®╣żĢrķgČ╝╠ßŪ░ų┴ĖGŅ^šų║═¾„└õÖCØ▓ūó┴ŽØ▓ūóų«Ū░Ż¼▀BĮė▓┐╬╗Õ^╣╠╝■Ė▀Č╚350mmŻ¼ė├ę║╗»ÜŌ║µ┐ŠØ▓ūó┴ŽĪŻłD3╩Ū¼Fł÷║µ┐ŠØ▓ūó┴ŽĄ─Ūķą╬ĪŻ
ĪĪĪĪ
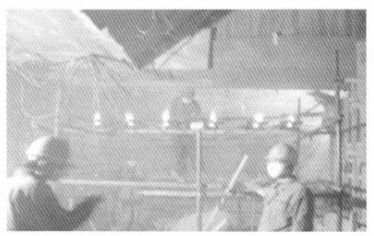
ĪĪĪĪłD3ė├ę║╗»ÜŌ║µ┐ŠØ▓ūó┴Ž
ĪĪĪĪ┤╦ĘĮ░ĖĄ─ā׳c╩ŪŻ║ó┘┐╔ęį╠ßŪ░ī”Ø▓ūó┴Ž▀Mąą╔²£ž║µ┐ŠŻ¼┤¾┤¾į÷╝ė┴╦Ø▓ūó┴ŽĄ─BūoĢrķg;ó┌║µ┐ŠĄ─╗┴”ÅŖČ╚┐╔ęįļSĢrķg▀Mąąš{š¹Īó╗赊Óļx┐╔ęį▀Mąąėąą¦Ą─┐žųŲ;ó█║µ┐Š═Č┘YąĪŻ¼╣Ø╩Ī╚╦┴”Īó╬’┴”Ż¼╩®╣ż¼Fł÷š¹ØŹĪŻ 1╠¢ŠĆ▓╔ė├┤╦ĘĮ░Ėį┌2010─Ļ3į┬10╚šÖzą▐ĮY╩°ĄĮ2011─Ļ2į┬10╚šÖzą▐11éĆį┬ø]ėą░l╔·▀^├ō┬õĪó¤²╝t¼FŽ¾Ż¼▒ŻūC┴╦Ųõ┼cĖGā╚─═╗▓─┴ŽÖzą▐═¼ų▄Ų┌Ż¼▒ŻūC┴╦ĖGĄ─░▓╚½ĘĆČ©▀\▐DĪŻ
ĪĪĪĪ2╠¢ŠĆĄ─Ė─įņĘĮ░Ė
ĪĪĪĪ2010─Ļ1į┬17╚šÖzą▐Ģr▓╔ė├┴╦▀BĮė▓┐╬╗ŅAųŲ╝■ĪŻłD4×ķįOėŗĘĮ░ĖłDĪŻłD5×ķ«öĢrŅAųŲ╝■░▓čb▀^│╠Ż¼łD6×ķ░▓čb═Ļ│╔ą¦╣¹ĪŻ
ĪĪĪĪ
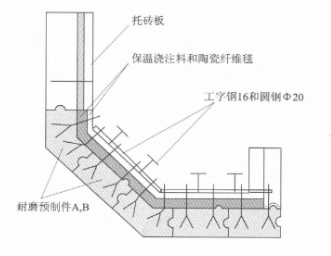
ĪĪĪĪłD4 ŅAųŲ╝■ĮYśŗ
ĪĪĪĪ
ĪĪĪĪłD5 ░▓čb▀^│╠
ĪĪĪĪ

ĪĪĪĪłD6░▓čb═Ļ│╔
ĪĪĪĪłD7×ķ╩╣ė├7éĆį┬║¾Ą─ŪķørĪŻłDųą╝²Ņ^╦∙ųĖĘĮŽ“×ķŅAųŲ╝■ų«ķgŅA┴¶Ą─┼“├ø┐pŽČ,┐╔ęį┐┤│÷┼“├ø┐pŽČŻ¼┐╔ęį┐┤│÷┼“├ø┐pŽČĖ„▓╗ŽÓ═¼Ż¼«öĢrį┌īÆĄ─┐pŽČųą╠Ņ╚¹┴╦╗├▐║═╗─ÓĪŻ
ĪĪĪĪ
ĪĪĪĪłD7╩╣ė├7éĆį┬║¾Ą─ŅAųŲ╝■
ĪĪĪĪ
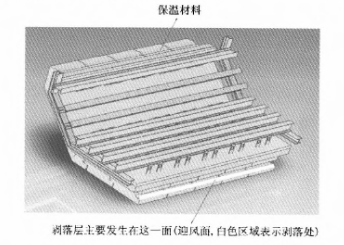
ĪĪĪĪłD8 ╩╣ė├1─Ļ║¾Ą──źōpŪķør╝░─źōp╬╗ų├
ĪĪĪĪłD8×ķ2011─Ļ1į┬10╚šÖzą▐ĢrŻ¼╩╣ė├1─Ļ║¾Ą─ŪķørĪŻ┐╔ęį┐┤│÷Šų▓┐░l╔·äā┬õŻ¼ų„ę¬╝»ųąį┌Ą═£žĘĮŽ“▀@ę╗┼┼(łDųą░ū╔½┤ųŠĆ╦∙╩Š╬╗ų├)Ż¼Ą½╩Ūäā┬õīėų╗ėąŅAųŲ╝■Ą─1/3║±Č╚Ż¼ī”š¹¾wą¦╣¹ø]ėąė░ĒæĪŻ┤╦å¢Ņ}╬ęéāęč┼c═©▀_╣½╦Š▀Mąą£Ž═©Ż¼Ųõę▓Įo│÷┴╦ųĖī¦ąįęŌęŖŻ║ó┘ ░▓čb▀^│╠«öųąć└Ė±┐žųŲ├┐ēKŅAųŲ╝■ų«ķgĄ─ķgŽČį┌10mmŻ¼ŲõųąĶéŪČ─═─ź╠š┤╔└wŠS╠║Ż¼▓óė├╗─Ó▀Mąą╠Ņ╚¹;ó┌į┌▒Ż£ž▓─┴Ž╠Ä└Ē▀^│╠«öųąė├╦▄┴Ž▓╝░čŅAųŲ╝■║═ūó┴ŽĪó▒Ż£ž▓─┴Ž▀MąąĖ¶ļxŻ¼ęįĘ└ų╣╦«Ęų▀M╚ļĄĮŅAųŲ╝■ųąŻ¼į┌╔²£ž▀^│╠ųąė░Ēæ╩╣ė├ą¦╣¹ĪŻ
ĪĪĪĪĖ─įņą¦╣¹
ĪĪĪĪā╔ŠĆė┌2010─Ļ┤¾ą▐║¾Ż¼į┌2010─Ļ▀\▐Dų▄Ų┌ųąø]ėą░l╔·▀^ę“×ķ▀BĮė▓┐╬╗ōpē─Č°ī¦ų┬Ą─═ŻĖG╩┬╣╩ĪŻ
ĪĪĪĪ╩╣ė├ŅAųŲ╝■╩®╣żĘĮ░ĖŻ¼Ųõ╩®╣ż┘M║═▓─┴Ž┘M╣▓ąĶ╝s11╚fį¬Ż¼Ą½Ė─║¾╠ßĖ▀┴╦ĖG─Ļ▀\▐D┬╩0.3%Ż¼╩╣╩ņ┴Ž─Ļ«a ┴┐į÷╝ė2╚ft;£p╔┘┴╦ŲĮ╚šŠSūo┤╦╠Äõō▓─║═Ø▓ūó┴ŽĄ╚┘Mė├7╚fį¬Ż¼ī”ĖGŽĄĮy─═╗▓─┴ŽŲĄĮķgĮė▒Żūoū„ė├ĪŻ
ĪĪĪĪį┌2011─Ļā╔ŠĆÖzą▐ųąŻ¼Š∙▓╔ė├┴╦ŅAųŲ╝■ĘĮ░ĖŻ¼į┌5į┬Ę▌Č©ÖzųąŻ¼Ųõš¹¾w╩╣ė├ą¦╣¹┴╝║├Ż¼▒Ē├µ╣Ō╗¼ĪŻ╬ęéāīó└^└mė^▓ņŅAųŲ╝■╩╣ė├ŪķørŻ¼┐éĮYĮø“ׯ¼ęįčėķLŲõ╩╣ė├ē█├³ų┴2éĆų▄Ų┌ĪŻ