高溫隧道窯窯車下部出現因溫度過高而損壞的現象,因此提出在窯車中采用高強輕質澆注料代替高鋁磚來降低窯車下部溫度。針對高溫窯車的使用條件,研制出高強輕質澆注料,并在窯車中進行使用,使窯車下部溫度下降到100℃以下,效果良好,延長了高溫隧道窯車的作業周期,大幅度提高了窯車的使用壽命。
高強輕質澆注料性能指標確定依據高溫隧道窯車經分析中心部位使用溫度在1200℃,使用中其窯車臺面上碼磚數量8噸以上。根據這一使用條件,高強輕質澆注料性能指標的確定,主要從物理指導和導熱系數兩方面考慮。在澆注料的研制過程中,以這兩點為重點進行配比的調整。
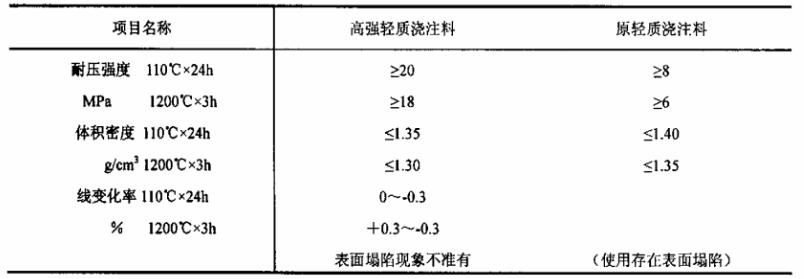
物理指標確定依據高溫窯車的尺寸為3×3m,考慮在窯車上最下層用高強輕質澆注料替換高鋁磚,原窯車砌筑方式及新設計砌筑方式示意圖見圖1。原窯車下部采用高鋁磚、上部采用鎂鉻磚砌筑。改造后的窯車下部采用高強輕質澆注料、中部采用高鋁磚、上部采用鎂鉻磚砌筑。高強輕質澆注料替換高鋁磚,絕熱性能提高,有利于降低窯車下部溫度。根據高溫窯車的工作條件,高強輕質澆注料物理指標包括耐壓強度、體積密度和線變化率。通過以前使用輕質澆注料要求指標、使用效果分析及理論計算,擬設計高強輕質澆注料的性能指標見表1。
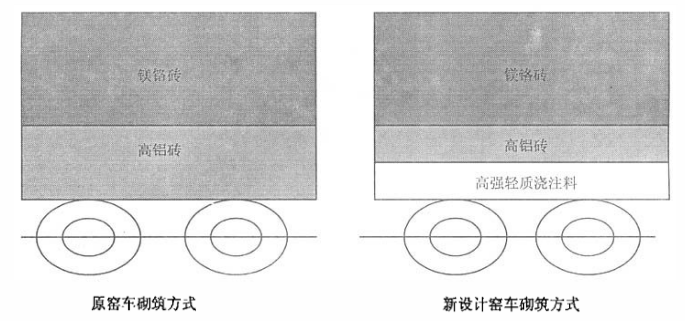
圖1 窯車砌筑圖對比示意圖
確定耐壓強度≥20MPa(110×24℃),體積密度≤1.35g/cm3,線變化率+0.3~-0.3%。這三項指標的確定能夠解決使用中塌陷和裂紋的現象。
表1 高強輕質澆注料的性能指標
導熱系數的高低是澆注料使用效果能否達到預期目標的關鍵。開展實驗工作前,我們對原有輕質澆注料實測導熱系數及使用情況進行了分析,根據設計要求設定高強輕質澆注料的導熱系數要求見表2。
要求輕質澆注料的工作溫度為1200℃,導熱系數小于0.400W/M·K(1000℃)時,窯車下部溫度下降到100℃以下。
表2 澆注料性能指標

實驗過程選用多孔粘土熟料、頁巖陶粒、珍珠巖和SiO2超細粉等為原料,礬土水泥為結合劑,減水劑選用三聚磷酸鈉、六偏磷酸鈉及有機結合劑等。通過多組配比,進行對比試驗,分別檢驗澆注料的加水量、施工性能,以及不同溫度下的耐壓強度、體積密度和導熱系數等指標,通過對比確定出最佳方案。
結果與分析影響澆注料強度因素分析
作為窯車用輕質澆注料,熱狀態下要承受磚坯的壓力。如果強度低,使用過程中必然產生塌陷現象,導熱窯車臺面不平。因此要求窯車用耐材必須有足夠的強度。影響強度的因素很多,輕質澆注料的強度與所用原料、基質組成和添加劑等因素有直接的關系。
A:輕質骨料對強度的影響
眾所周知,1200℃使用的澆注料,有多種輕質原料可供選擇。多孔輕質粘土熟料、頁巖陶粒、珍珠巖等。根據以前的試驗數據,我們選擇三種原料搭配使用,在體積密度相同的條件下,分析骨料和加水量對強度的影響。這3種原料的理化指標見表3,配比見表4,干燥和燒后強度對比指標見圖2。
從表4和圖2可以看出,三種輕質骨料對比,陶粒1比較好,加水量小,干燥和燒后強度高。因此,我們確定選用頁巖陶粒1作為高強輕質澆注料的骨料。
表3 原料的理化指標
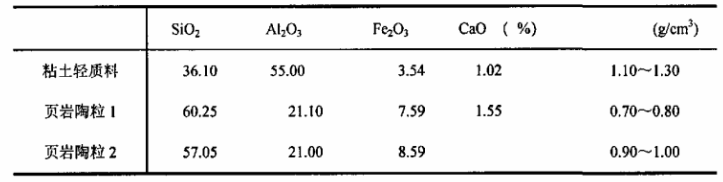
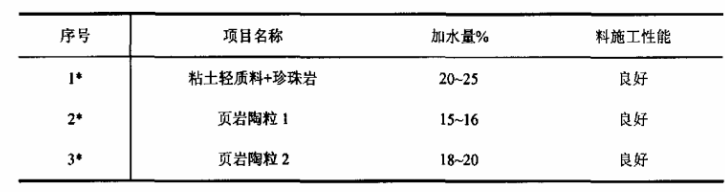
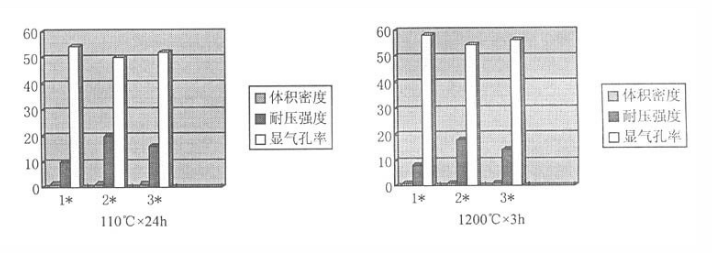
圖2 性能指標對比
B:超溫粉對強度的影響
在確定澆注料的骨料采用頁巖陶粒1以后,我們在加入細粉和水泥后,又進行了SiO2超微粉添加量的試驗。隨SiO2超微粉添加量的增加,強度有所提高,但體積密度也隨之增加。根據使用要求我們選擇一個適宜的加入量3a~4a%。圖3為超微粉加入量對耐壓強度影響曲線。
C:添加劑對澆注料性能的影響
以頁巖陶粒為基礎配比,進行添加劑選擇試驗。選擇三聚磷酸鈉、六偏磷酸鈉、有機減水劑等三系,選擇加入量3b表適宜。輕質澆注料與重質澆注料不同,原料的塑性差,施工過程中易發生分層聚磷酸鈉減水效果最好,澆注料用水量降低,耐壓強度提高。圖4為減水劑加入量與耐壓強度之間的關系和滲水現象。因此,我們也進行了增塑劑選擇試驗。通過加入增塑劑,可以改善澆注料的作業性能,拌和好的澆注料沒有分層和滲水現象發生。
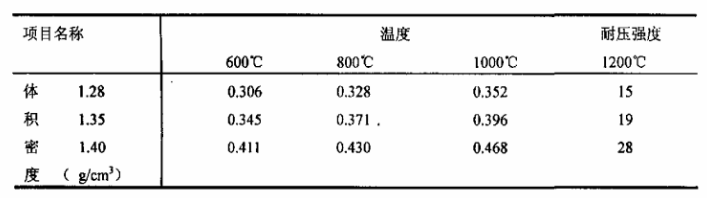
體積密度與導熱系數之間的關系導熱系數是高溫窯車用澆注料一項重要性能指標,它反映了澆注料絕熱性能的好壞。導熱系數的大小,影響到窯車下部溫度的高低,決定了窯車的使用壽命。實驗中,我們檢驗了陶粒輕質高強澆注料體積密度不同時,導熱系數值見表5。體積密度1.36g/cm3的澆注料,耐壓強度能夠滿足設計要求。
表5 高強輕質澆注料導熱系數W/M·K
輕質原料對燒后線變化率的影響
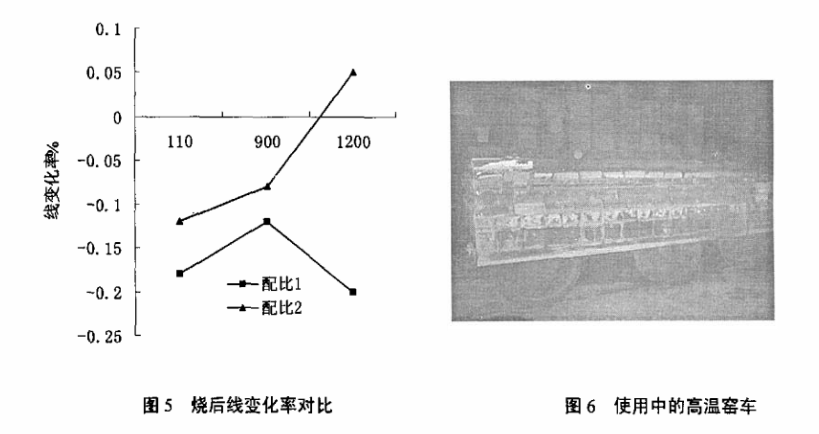
使用溫度下澆注料的燒后線變化率,決定了澆注料使用中收縮裂紋的問題,也是窯車使用壽命高低的重要影響因素之一。通過多孔粘土熟料(配比1)與頁巖陶粒(配比2)的對比試驗發現,用頁巖陶粒配置的澆注料,不但強度高,隔熱保溫性能好的特點,而且燒后收縮小,這是由于頁巖陶粒加熱時有二次微膨脹的緣故。結果見圖5。
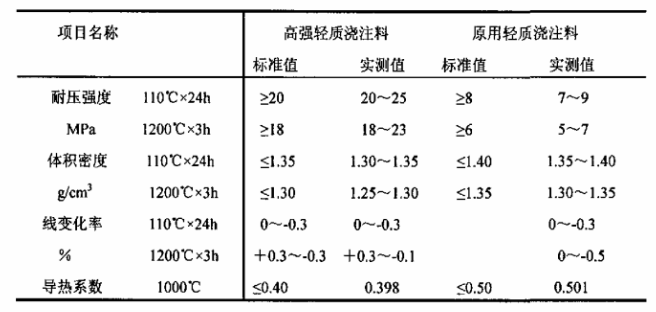
高強輕質澆注料理化指標研制的高強輕質澆注料理化性能與曾試用過的輕質澆注料理化性能進行了對比見表6。
表6 高強輕質澆注料理化性能對比
應用研制出的高強輕質澆注料已按設計要求在高溫隧道窯窯車上澆注,并于高溫隧道窯開窯后投入使用,澆注料施工厚度160mm,使用中沒有發現裂紋和塌陷現象。窯內工作溫度1500~1800℃,窯車下部溫度下降到≤100℃,使用效果良好,已使用兩年多,見圖6。當然,合理的壓力平衡及曲封的嚴密性也是窯車下部溫度下降的保證條件之一。
在窯車使用過程中,我們通過測量窯車下部溫度,理論計算出高強輕質澆注料界面工作溫度為1100℃,證明我們原設定工作溫度為1200℃是適合的。
結果與討論高強輕質澆注料理化指標性能指標達到設計指標要求,在高溫隧道窯車上使用是成功的,解決了窯車因下部過熱損壞,縮短使用壽命的問題。