š│═┴┘|─═╗┤u╩Ūę▒¤Æ╔·«aųą▓╗┐╔╚▒╔┘Ą─ę╗ĘN─═Ė▀£ž▓─┴ŽĪŻ╚╗Č°š│═┴┘|─═╗┤u╔·«aųą║═╩╣ė├ųąČ╝Ģ■│÷¼F▓╗ę╗śėĄ─ōpē─¼FŽ¾ĪŻį┌╔·«a▀^│╠ųą┴č╝y╩Ū─═╗┤u«a╔·ÅUŲĘĄ─▒╚▌^═╗│÷Ą─ę╗ĘNĪŻė╚Ųõ╩Ūę▒¤Æė├┤u┴č╝yÅUŲĘ┬╩ŠėĖ▀▓╗Ž┬ĪŻī¦¤ß«aŲĘ┘|┴┐▓╗ĘĆČ©Īó▓©äėąį▒╚▌^┤¾ĪŻĮoš²│ŻĄ─╔·«aĦüĒ┴╦▓╗└¹Ą─ė░ĒæĪŻ╚╗Č°į┌╩╣ė├▀^│╠ųąĄ─ōpܦŻ¼Ž╚╩Ūį³╬gŻ¼Č°Ūę▀ĆėąöÓ┴č║═äāŲ¼Ą─ę“╦žĪŻę“×ķš│═┴┘|─═╗┤uį┌╩╣ė├▀^│╠ųąŻ¼ę¬Įø▀^Ė▀£žĪó£žČ╚╝▒ūāĪóÜŌĘšūā╗»ęį╝░▒╗Ę█ēmĪó¤¤ÜŌŻ¼Įī┘╚▄ę║║═╚█į³Ūų╬gŻ¼╦∙ęįį┌╩╣ė├ųąōpܦÖC└Ēę▓╩ŪŽÓ«öÅ═ļsĄ─ĪŻŽ┬▀ģ╬ęéāŠ═ĮY║Ž╩╣ė├ĮY╣¹▀MąąĘų╬÷Ż¼īóš│═┴┘|─═╗┤u╔·«aųą╝░╩╣ė├ųąĄ─ōpܦōpܦÖC└Ē▀Mąąę╗Ž┬Ęų╬÷ĪŻ

╩ūŽ╚╩Ū╔·«aš│═┴┘|─═╗┤uŻ║ÜwĮY×ķęįŽ┬ÄūĘĮ├µįŁę“įņ│╔ĪŻ
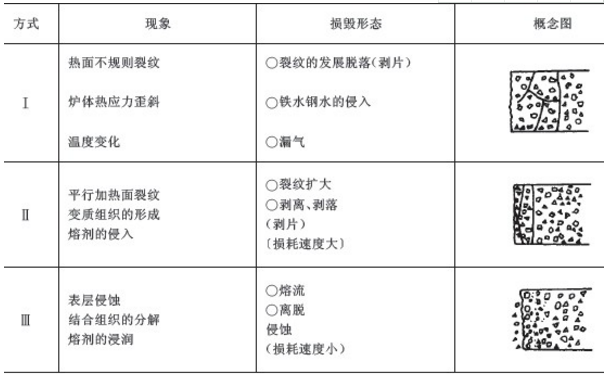
─Ó┴ŽĄ─ė░łsŻ║1Īó─Ó┴Ž╠½╝ÜŻ║─Ó┴Žį┌Ę█╦ķ▀^│╠ųąŻ¼ė╔ė┌ĘNĘNįŁę“Ż¼ī¦ų┬┴╦š│═┴╩ņ┴ŽŅw┴Ż╝ÜąĪĪŻ┴Ž╝Üį┌ē║ųŲ▀^│╠ųąŻ¼┼„¾wā╚┐šÜŌ▓╗ęū┼┼│÷Ż¼╩▄ē║║¾╦∙«a╔·Ą─ÅŚąį║¾ą¦┤¾Ż¼ęū│÷¼F┴č╝yĪŻ2Īó╦«Ę▌▀^┤¾Ż║─Ó┴Ž╗ņŠÜĢrŻ¼─ļŅ^ī”╦«Ę▌┤¾ąĪ░č╬š▓╗ūĪĪŻ╦«Ę▌▀^┤¾ĢrŻ¼░┤ę╗Č©┴┐čb▀M─ŻŪ╗ā╚Ą─╬’┴ŽŻ¼Ņw┴Ż▒Ē├µ╦«─żį÷║±Ż¼ė░ĒæŅw┴ŻŠo├▄Įėė|ĪŻ│╔ą═Ģrē║┴”ųØuį÷┤¾Ż¼╦«Ę▌Ą─ÅŚąį┼“├øę▓ØuØuį÷┤¾Ż¼Č°Ūęęū╝»ųąį┌▓╗ų┬├▄╠ÄŻ¼ī¦ų┬┤u┼„▒Ē├µ│÷¼F┴╦Ą└Ą└┴č╝yĪŻ
ē║ųŲĄ─ė░ĒæŻ║1ĪóĘĮĘ©▓╗«öŻ║│╔ą═▓┘ū„š▀į┌śĘųŲ▀^│╠ųąŻ¼▓╗╩ŪŽ╚▌p║¾ųžĪóŠÅ┬²╚ńē║Ż¼Č°╩ŪŽ╚ųž║¾▌pĪó╝▒╦┘╝ėē║ĪŻ┤u┼„ā╚▓┐Ą─ÜŌ¾w▓╗─▄ļSų°ē║┴”Ą─į÷╝ėČ°ūį╚╗┼┼│÷Ż¼╔óĀŅ╬’┴Ž═╗╚╗╩▄ĄĮųž┴”Ą─ū„ė├Ż¼ÜŌ¾w╝▒╦┘╝»ųąĄĮ─│éĆ▓┐╬╗Ż¼ī”Ųõ▒Ē├µ«a╔·┴╦ŲŲē─ū„ė├Ż¼ī¦ų┬┴╦┴č╝yĄ─│÷¼FĪŻ2Īóē║┴”▀^┤¾Ż║ė╔ė┌▓┘ū„š▀╝╝ąg▓╗▀^ė▓Ż¼į┌ē║ųŲ▀^│╠ųą╬’┴Ž│╔ą═ų┬├▄ĄĮę╗Č©│╔Č╚Ż¼└^└mī”┤u┼„╝ėē║Ż¼▀@Ģrē║┴”║═ē║┐sĄ─ĻPŽĄ▓╗ūŃ│╔š²▒╚└²į÷╝ėŻ¼╬’┴Žķ_╩╝░l╔·┤Óąį║═ÅŚąįūāą╬ĪŻē║┴”┤¾┤¾│¼▀^┼RĮńē║┴”Ż¼┼„¾w╩▄┴”║¾╦∙«a╔·Ą─Ę┤ū„ė├┴”▒ŃŲ┴╦žōū„ė├Ż¼▀^ē║╝yļSų««a╔·ĪŻ
─ŻŠ▀Ą─ė░ĒæŻ║1Īó─ŻŠ▀čb┼õŻ║čą─Ż╣żž¤╚╬ą─▓╗ÅŖŻ¼─ŻŠ▀░▓čb▓╗║Ž└ĒŻ¼┤u┼„│╔ą═│÷─ŻĢręū│÷¼F┴č╝yŻ¼2Īó─ŻŠ▀─źōpŻ║│╔ą═▀^│╠ųą─Ż▒┌┼c─ŻŪ╗ā╚Ą──Ó┴ŽŽÓ╗ź─ź▓┴Ż¼─Ż▒┌▒Ē├µĄ─╣Ōš┤Č╚║═ė▓Č╚╩▄ĄĮę╗Č©Ą──źōpĪŻ▀@Ģr─ŻŠ▀ķ_╩╝│÷¼FĄ╣ÕFČ╚Īóė▓Č╚▓╗Š∙Īó▄ø³cĄ╚Ż¼┤u┼„│÷─ŻĢr«a╔·└š╝y╗“Šū▓┐Īó▀ģĮŪėą┐ń└Ō╝yĪŻ3Īó─Ż░Õ╝ė╣żŻ║ė╔ė┌┤u┼„ą╬ĀŅ▓╗═¼Ż¼─ŻŠ▀ėąÄ¦└ŌĪóĦĮŪ╗“╩ŪłA╗ĪĪŻ─Ż░ÕųŲįņ╝ė╣ż▀^│╠ųąŻ¼░ļÅĮ╚ĪųĄ▓╗£╩Ż¼įņ│╔┴╦æ¬┴”╝»ųąŻ║▀@śė▓╗āH╩╣┤u┼„┴č╝yŻ¼Č°Ūę┤u┼„╚▒ōpĪŻ
čbĖGĄ─ė░ĒæŻ║1Īóõü┤u▓╗ŲĮŻ║▓┘ū„š▀×ķ┴╦ōīĢrķgįńĖ╔═ĻČÓą▌Žóę╗Ģ■ā║Ż¼čbĖGĢrī”š¹Ą─ĖG▄ćĄū▓╗ųžą┬õüŲĮŻ¼Š═ķ_╩╝čbĄ┌ę╗īė┤“Ąū┤uŻ¼Č■Īó╚²īėĄ─õü┤uę▓▓╗ė├╣Ķ╔░šęŲĮ└^└m═∙╔Žčb┤u┼„ĪŻ¤²ĮY▀^│╠ųąė╔ė┌Ė▀Ą═▓╗ŲĮŻ¼═¼ę╗ēK┤u┼„╦∙╩▄Ą─┴”▓╗═¼Ż¼ę“Č°«a╔·┴╦┴č╝yŻ¼╔§ų┴ėąöÓķ_Ą─¼FŽ¾ĪŻ2ĪóŲĘĘN┤Ņ┼õŻ¼čbĖGĢr▓╗ū±╩ž▓┘ū„ęÄ│╠ĪŻį┌ø]ėą┤“Ąū┤u╔ŽČ■īė┤uĢrŻ¼▓╗╣▄┤u┼„å╬ųž┤¾ĪóąĪ║═┐╣ē║▓╗┐╣ē║Ż¼├ż─┐Ąžīóå╬ųž┤¾Ą─┤učbį┌Č■īėŻ¼ą╬│╔┴╦Ž┬īė▌p╔ŽīėųžĄ─ŲĘĘN┤Ņ┼õ▓╗«öŻ¼įņ│╔┴╦Ž┬īė┤u┼„▒╗╔Žīė┤u┼„ē║│÷┴╦╝yĪŻ3ĪóŲõ╦³Ė╔ö_ę“╦žŻ║čbĖGģ╝▓╗╣▄┤u┼„╦«ĘųĖ╔▓╗Ė╔Ż¼╩▓├┤║├čbŠ═čb╩▓├┤ĪŻ¤²│╔Ģrā╚▓┐╦«Ęųš¶░l▀^┐ņŻ¼│÷¼F┴╦┼„¾wā╚¤ßæ¬┴”▀^┤¾«a╔·┴╦┴č╝yŻ║┴Ē═Ōī”║├čbĄ─ŲĘĘNÖz▓ķ▓╗ć└Ż¼╝▒╝▒öU├”čbĖG╚ļ×ķĄžīó░ļ│╔ŲĘ▒Š╔ĒĦėąĄ─┴č╝yÅUŲĘĦĄĮ┴╦│╔ŲĘĪŻ
¤²│╔Ą─ė░ĒæŻ║1Īó£žČ╚▀^Ė▀Ż╗¤²╗╣ż╝╝ąg╦«ŲĮĄ═Ż¼ž¤╚╬ą─▓╗ÅŖŻ¼¤²│╔ĢrĄ─ūŅĖ▀£žČ╚┐žųŲ▓╗║├Īó▓╗š{š¹Īóī¦ų┬┴╦┤u┼„╦«ĘųĄ─Ž“═ŌöU╔ó╦┘Č╚┤¾ė┌ā╚öU╔ó╦┘Č╚Ż¼ā╚═Ō╩š┐s▓╗Š∙«a╔·│╔┴”┴č╝yļSų««a╔·ĪŻ2Īó▒Ż£ž▀^¤²Ż╗ė╔ė┌╔·«a«öųąĄ──│ĘNąĶ╦ŻŻ¼╦ņĄ└ĖGļSĢrŽ©╗▒Ż£žĪŻ╬╗ė┌Ė▀£žÄ¦Ą─┤u┼„▓╗─▄╝░Ģr▀M╚ļ└õģsĦŻ¼Č°▒╗└^└m¤²ĮYī¦ų┬┴╦┤u┼„▀^¤²Ż¼į÷╝ė┴╦▓╗æ¬ėąĄ─┴č╝yÅUŲĘĪŻ3ĪóŅA¤ß£žČ╚Ż╗ė╔ė┌▓┘ū„╗š`Ż¼ŅA¤ßĦ£žČ╚Ė▀┤u┼„╦«Ę▌╝▒╦┘┼┼│÷ĪŻ▓╗Ą½«a╔·┴č╝yŻ¼Č°Ūęčbėą╝Ō▓┐Ą─┤u┼„│÷¼F┴╦┤¾├µĘeĄ─š©┴čĪŻ
╩╣ė├ųą│÷¼Fōpē─Ą─įŁę“
1Īó▀B└m░l╔·Ą─╬gōp;į┌▒Ē├µĄ─╚█ĮŌĪóÜŌ╗»;į┌╚█╚┌ŽÓĪóÜŌŽÓųąĄ─öU╔ó;╚█╚┌ŽÓĪóÜŌŽÓ┼c┤uĄ─Įń├µĘ┤æ¬
2ĪóÅ─š│═┴┤uā╚▓┐Ą─╚█ĮŌĪóÜŌ╗»;ķF╚┌╬’ĪóÜŌŽÓ│╔ĘųĄ─Į■═Ė;╚█ĮŌĪóÜŌ╗»│╔ĘųŽ“═Ō▓┐┼┼│÷ĪŻ
3Īó▓╗▀B└m░l╔·Ą─Ūų╬gĪŻ░l╔·²ö┴č;ė╔┼cĮ■═Ė╬’Ą─Ę┤æ¬╔·│╔Ą═├▄Č╚ŽÓ;░ķļS¾wĘeūā╗»Ą─ŽÓ▐DęŲ;ė╔į┘╝ė¤ßę²ŲĄ─Šų▓┐╩š┐s║═¤ßæ¬┴”╝»ųąÜŌ┼▌Ą─Šų▓┐╝»ųąąį;ĮYśŗ╔ŽĄ─ÖCąĄæ¬┴”║═¤ßæ¬┴”Ą─╝»ųą;śŗ│╔ŽÓĄ─¤ßæ¬┴”║═ÅŚąį─Ż┴┐Ą─Ė„Ž“«Éąį;┼cÜŌŽÓĘ┤æ¬ę²ŲĄ─╬÷│÷│┴Ęe;ÖCąĄø_ō¶ĪŻ
4ĪóÖCąĄĄ─ø_ō¶
Šų▓┐Ą─Ė▀╚▄ĮŌČ╚ĪóĖ▀š¶ÜŌē║┴”╗“Ą═š│ąįŽÓĄ─┤µį┌╗“╔·│╔;ė╔─źōpįņ│╔Ą─ōp║─;š│═┴┘|─═╗┤uį┌╩╣ė├▀^│╠ųąĄ─ōpܦĘĮ╩Įät┐╔ęįÜw╝{×ķ╚²ĘN╗∙▒Šą╬æBĪŻ
(1)ė╔ė┌ĮYśŗ¾wĄ─ÖCąĄæ¬┴”Īó¤ßæ¬┴”ī¦ų┬─═╗╣żū„ęr«a╔·▓╗ęÄätĄ─┴č╝y(¤ßĄ─ĪóÖCąĄäā┬õ╗“š▀Ą¶Ų¼)Č°ŲŲē─ĪŻ
(2)ė╔ė┌╚█į³Ą─Į■ØÖ║═¤ß├µ╔ŽĄ─£žČ╚▓©äėČ°╩╣─═╗┤uĄ─ĮYśŗūā╗»Ż¼ę“┤╦ą╬│╔╠žėąĄ─ūā┘|īėŻ¼į┌įŁ┘|īė║═ūā┘|īėĄ─Į╗Įń├µ╔Ž«a╔·═¼╝ė¤ß├µŲĮąąĄ─┴č╝yČ°ōpܦĪŻ
(3)ė╔ė┌═¼Įī┘╚▄ę║Īó╚█į³║═¤¤ēmĘ┤æ¬Č°╚▄┴„║═─źōpĪóų„ę¬╩Ūė╔ė┌«a╔·ę║ŽÓČ°╩╣╣żū„▒Ē├µīė╚█╬gĪŻ
ę“×ķš│═┴┘|─═╗┤uūį╔ĒĄ─įŁę“Ż║┐╔ęįŠ═Ąž╚Ī▓─Ż¼ārĖ±ę▓ŽÓ«öĄ─▒Ńę╦Ż¼Ą½╩Ū┤uĄ─æ¬ė├┤_īŹŽÓ«öĄ─ÅVĘ║Ż¼╦∙ęįęį╔ŽšfĄ─▀@ą®┴č╝yŻ¼ōpܦĄ╚¼FŽ¾╬ęéāį┌ŲĮ│Żæ¬ė├ųąŠ═ę¬Ė³╝ėĄ─ūóęŌŻ¼▒▄├Ō░l╔·▀@śėÜł┤╬ŲĘĄ─│÷¼FŻ¼▒ŻūC╬ęéā─▄ē“░▓╚½Ę┼ą─Ą─╩╣ė├š│═┴┘|─═╗┤uĪŻ