─═╗Ø▓ūó┴Ž╩Ūę╗ĘNæ¬ė├ÅVĘ║Ą─▓╗Č©ą═─═╗▓─┴ŽĪŻ¼Fį┌╣żśIĖGĀtĀtęr┤¾ČÓ╩╣ė├─═╗Ø▓ūó┴Žš¹¾wØ▓ų■Ż¼▓╗Ą½ĮĄĄ═┴╦ä┌äė┴”Ż¼Č°Ūę▀ĆĮĄĄ═┴╦ĮøØ·│╔▒ŠŻ¼ė╚Ųõ╩Ūį┌┤¾ą═ę▒ĮĀt╩╣ė├Ø▓ūó─═╗▓─┴ŽĖ³×ķŲš▒ķĪŻ
ć°ā╚═ŌØ▓ūó┴Ž╩®╣ż╔·«aīŹ█`▒Ē├„Ż¼─═╗Ø▓ūó┴ŽŠ▀ėąĖ▀£žąį─▄║├Īó¤ßĘĆČ©║├Īó┐╣äā┬õĪó─═į³╬gĪóš¹¾wąįÅŖĪó▒Ż£žąį─▄║├╝░╩╣ė├ē█├³ķLĪóįņārĄ═Ą╚╠ž³cŻ¼ę“Č°ęč│╔×ķ╣żśIĀtĖGę╗┤·ą┬Ą──═╗▓─┴ŽĪŻ
Ø▓ūó┴Ž░┤╣Ū┴ŽĪóĘ█┴Ž▓─┘|▓╗═¼Ż¼┐╔Ęų▌^ČÓĘNŅÉŻ¼╚ń╣Ķ╦ßõX┘|Īóäéė±┘|ĪóµV┘|Īóõå┘|╝░╠╝╗»╣Ķ┘|Ą╚Ż¼Ųõųąęį╣Ķ╦ßõX┘|║═äéė±┘|Ø▓ūó┴Žė├┴┐▌^Ųš▒ķĪŻ░┤╦∙ė├ĮY║Žä®Ą─ŲĘĘN▓╗═¼ėų┐╔Ęų×ķõX╦ß¹}Ø▓ūó┴ŽĪó╦«▓Ż┴¦Ø▓ūó┴ŽĪó┴ū╦ß¹}Ø▓ūó┴ŽĄ╚ĪŻ
«öŪ░─═╗Ø▓ūó┴ŽÅS╝ęČ╝į┌Ė∙ō■▓╗═¼Ą─ĖGĀt┼õ╠ū╩╣ė├▓╗═¼Ą──═╗Ø▓ūó┴ŽŻ¼═¼Ģrę▓öU┤¾─═╗Ø▓ūó┴Žį┌╩╣ė├╔ŽĄ─¤o┐pØ▓ūóĄ─ā×įĮąįĪŻ
Į³─ĻüĒ╝ė¤ßĀtŲš▒ķ▓╔ė├Ą─Ø▓ūó┴ŽĀtęr╩Ūš¹¾wąį║├Īó╣Ø─▄ą═¤o┐pĀtęrĪŻĀtęr¼Fł÷ōvųŲ┘|┴┐Ą─║├ē─╣╠╚╗║▄ųžę¬Ż¼Ą½ĀtęrĄ─║µ┐Šģsų▒ĮėĻPŽĄĄĮØ▓ūó┴Žæ¬ė├Ą─│╔öĪĪŻØ▓ūó┴ŽĀtęr║¼ėą┤¾┴┐Ą─ė╬ļx╦«Ż¼Č°║µ┐ŠĄ──┐Ą─Š═╩Ūę¬┼┼│²Ātęrųą╦∙║¼Ą─ė╬ļx╦«Ż©╬’└Ē╦«Ż®║═ĮYŠ¦╦«Ż©╗»īW╦«Ż®Ż¼▀@ę▓╩Ū╝ė¤ßĀtĖ▀«aķLē█Ż¼ā×┘|Ą═║─Īó╣Ø─▄Łh▒ŻĄ─ĻPµIŁh╣ØĪŻ╚ń╣¹║µ┐Š▓╗«öŻ¼╔²£ž╦┘Č╚▀^┐ņŠ═Ģ■ę²ŲĀtęr┴č╝yĪóäā┬õ╗“▒¼š©Ą╣╦·ĪŻ
░l╔·▒¼š©Ą─ų„ę¬įŁę“╩Ūė╔ė┌╔·«aÅS╝ę└^└mė├Āt╔·«aŻ¼ø]ėą▒ŻūCėąūŃē“Ą─Būo║µ┐ŠĢrķgŻ¼Ø▓ūó┴ŽųąĄ─╦«Ęų▓╗─▄│õĘų┼┼│²Ż¼╩╣╦«į┌Ātęrųą╝▒Š█Ų¹╗»Ż¼╩╣Ātęrš©┴čŻ¼ęįų┴įņ│╔▓╗æ¬ėąĄ─ųž┤¾ĮøØ·ōp╩¦ĪŻ
ć°╝ęĪČ╣żśIĀtŲ÷ų■╣ż│╠╩®╣ż╝░“×╩šęÄĘČĪĘęÄČ©Ż║╣żśIĀtį┌║µĀtŪ░Ż¼æ¬Ė∙ō■ĀtūėĮYśŗ║═ė├═ŠŻ¼─═╗▓─┴ŽĄ─ąį─▄║═Į©ų■╝Š╣ØųŲėå║µĀtŪ·ŠĆ║═▓┘ū„ęÄ│╠Ż¼Ųõų„ę¬ā╚╚▌ėąŻ║║µĀtŲ┌Ž▐Īó╔²£ž╦┘Č╚Īó║Ń£žĢrķgĪóūŅĖ▀£žČ╚Īó║µĀt┤ļ╩®║═▓┘ū„ęÄ│╠Ą╚ĪŻ║µĀt║¾ąĶę¬ĮĄ£žĄ─ĀtūėŻ¼į┌Ū·ŠĆųąæ¬ūó├„ĮĄ£ž╦┘Č╚ĪŻ
ŠC╔Ž╦∙╩÷Ż¼ę¬▒▄├ŌĀtęr┼Ē┴ę╝░▒¼š©¼FŽ¾Ż¼Š═▒žĒÜĖ∙ō■ĀtęrĮYśŗ╠ž³c║═─═╗▓─┴ŽĄ─ąį┘|ĪóĀtęr║±Č╚Īó╩®╣ż▓┐╬╗Īó│╔ą═╣ż╦ć║═║µĀtĘĮ╩ĮųŲČ©┐ŲīWĄ─║µĀtŪ·ŠĆŻ¼ęŖŽ┬łD1.«öĀtęrĮYśŗ╝╚▓╔ė├─═╗┤uėųėąØ▓ūó┴Žū÷ā╚ęrĢrŻ¼ę¬Ė∙ō■▓─┘|Ą─╠ž³cĪóĢrķg┼c£žČ╚ĻPŽĄųŲČ©║µĀtŪ·ŠĆŻ¼═¼Ģrę▓æ¬┐╝æ]Ø▓ūó┴Ž╦«ĘųĄ─║¼┴┐ČÓ╔┘Īó╩®╣ż╝Š╣ØĪó│Ż£žÅŖČ╚Īó├ō─Ż║¾Ą─ūį╚╗BūoĢrķgĄ╚Š▀¾wŪķørĪŻ║µĀtĢrę¬ć└Ė±ł╠ąą║µĀtŪ·ŠĆŻ¼┤_▒ŻĀtęrųąĄ─╦«Ę▌Ēś└¹┼┼│÷Ż¼═¼Ģr╩╣ĀtęrĮø▀^Ė▀£ž═Ļ│╔Ø▓ūó┴Ž¾wĄ─¤²ĮYĪŻ═©▀^║µĀt¤²ĮY╩╣Ą═ÅŖČ╚Ą─Ātęr¤²ĮY═Ļ│╔ę╗éĆŠ▀ėą└Ē╗»ąį─▄Ė▀ĪółįīŹų┬├▄Īó¤o┐pĄ─š¹¾wĀtęrŻ¼▀_ĄĮĮøŠ├─═ė├ĪóĖ▀£žķLē█Ą──┐Ą─ĪŻ
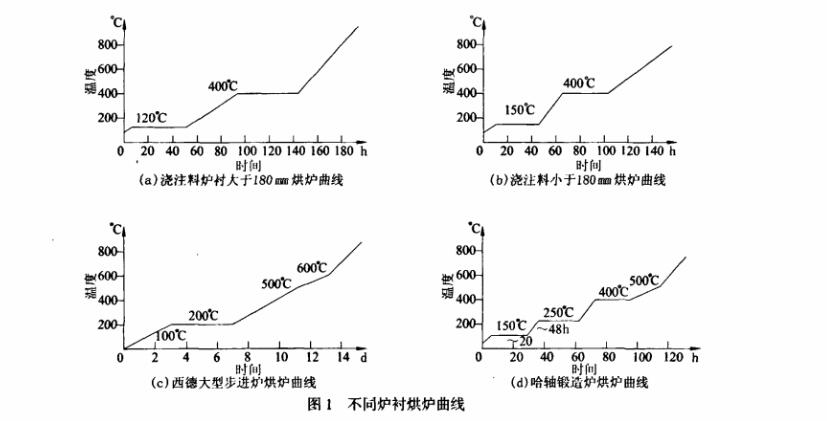
Å─łD1ųą┐╔ęį┐┤│÷Ż¼100~200Īµų«ķgę¬Įo│õĘųĢrķg╩╣Ātęr╦«Ę▌š¶░lŻ¼ąĪĀt2~3╠ņŻ¼┤¾ĀtąĶ6~7╠ņĪŻ╚ń╣¹Śl╝■į╩įSŪęĀtūėėų▓╗Ą╚╝▒ė├Ż¼▀@éĆ£žČ╚Č╬║Ń£žĢrķgķLą®ėą└¹¤o║”ĪŻ400~700Īµ£žČ╚ģ^ķg┐╔īóĀtęrą─▓┐╦«ĘųŽ“═ŌöU╔óŻ¼║Ń£žĢrķg▓╗─▄╔┘ė┌ę╗╠ņĪŻ┤╦═Ō▀Ć▒žĒÜ╝ėÅŖ║µĀt▀^│╠ųą╔²£ž╦┘Č╚Ż©ę╗░Ń10~15Īµ/hŻ®║═║Ń£žĢrķgĄ─Öz£y╣żū„ĪŻ£žČ╚Ą─£yČ©æ¬ęį╝ė¤ßČ╬¤ßļŖ┼╝ųĖ╩Š£žČ╚×ķ£╩Ż¼Ą½į┌600ĪµęįŪ░Ż¼ŅA¤ßČ╬ļŖ┼╝ųĖ╩Š£žČ╚ę▓æ¬┼c╝ė¤ßŪ·ŠĆ▒Ż│ųę╗ų┬Ż¼ęį▒ŻūCĀt¾wĖ„▓┐╬╗Ą─║µĀt┘|┴┐ĪŻ¤ßļŖ┼╝Ą─░▓Ę┼╬╗ų├╩«Ęųųžę¬Ż¼║µĀtŪ░▒žĒÜć└Ė±Öz▓ķŻ¼ļŖ┼╝Č╦▓┐▒žĒÜ┼cĀtē”Ż©ā╚▒Ē├µŻ®ŲĮ²RŻ¼╗“┐s▀M2~5mmęįĘ┤ė│ŲõĀtē”Ą─šµīŹ£žČ╚Ż¼øQ▓╗─▄ė├▌Ś╔õĖ▀£žėŗį┌ĀtķT╠Ä£y£žŻ¼ę“╦³║▄ļyĘ┤ė│ĀtęrĄ─šµīŹ£žČ╚ĪŻ
ų╗ėąć└Ė±ł╠ąą┐ŲīW║Ž└ĒĄ─║µĀtŪ·ŠĆŻ¼│õĘų▒ŻūC║µĀtĢrķgŻ¼Š═┐╔▒▄├ŌØ▓ūó┴ŽĀtęrķ_┴čĪóäā┬õĪó▒¼š©¼FŽ¾Ż¼ų╗ėą▀@śė▓┼─▄╩╣ĀtĖGčėķL╩╣ė├ų▄Ų┌Ż¼£p╔┘▓╗▒žę¬Ą─ŠSą▐ĪŻ