ę╗Ż║╦ĒĄ└ĖG
1.1╦ĒĄ└ĖG¤²│╔▀^│╠╩Ū╚¶Ė╔▀^│╠Ą─ŠC║ŽŻ¼░³└©Ž┬├µ╬ÕéĆ▀^│╠
╦ĒĄ└ĖGā╚Ż¼čbėą┼„¾wĄ─ĖG▄ćėŁų°ÜŌ┴„▀B└m╩Į╗“ķgą¬╩Į▀\äėŻ¼ę╗░ŃīóŲõĘų×ķ╚²éĆĦĪŻŅA¤ßĦĪó¤²│╔ĦĪó└õģsĦĪŻ░┤šš╚²Ä¦äØĘųĄ─╚²ĘNĘĮĘ©
1.2¤²│╔Š═╩ŪųĖ│╔ą═ųŲŲĘĄ─¤²ųŲĪŻ┐╔äØĘųęįŽ┬ÄūéĆļAČ╬Ż║
Ż©ę╗Ż®į┌ŅA¤ßĦ20-200ĪµļAČ╬┼┼│²ÜłėÓ╦«ĘųĪŻ
Ż©Č■Ż®200-500ĪµŻ¼┼┼│²ĮYśŗ╦«Ż¼ĮYśŗ╦«ųĖš│═┴ĄV╬’ųąĄ─ĮYŠ¦╦«║═īėķg╦«ĪŻ
Ż©╚²Ż®500-600ĪµŻ¼╩»ė󊦹═▐D╗»ĪŻ
Ż©╦─Ż®600-1050ĪµŻ¼ī┘ė┌č§╗»ļAČ╬ĪŻ
Ż©╬ÕŻ®1050-1200ĪµŻ¼ųŲŲĘ▀M╚ļ¤²│╔ĦĄ─▀ĆįŁļAČ╬ĪŻ
Ż©┴∙Ż®1200-1300Īµ¤²ĮYļAČ╬ĪŻ
Ż©Ų▀Ż®1300-700ĪµŻ¼ī┘└õģsĦĄ─╝▒└õļAČ╬ĪŻ
Ż©░╦Ż®700-400ĪµŠÅ└õļAČ╬Ż¼«aŲĘųąĄ─╩»ė󊦹═▐D╗»Ż¼ėą¾wĘe╩š┐sĪŻĒÜūóęŌĖGā╚£žČ╚Š∙ä“Ż¼╩╣«aŲĘŠ∙ä“└õģsĪŻ
Ż©Š┼Ż®400-80ĪµļAČ╬Ż¼┐╔ęįų▒Įė’L└õĪŻ

1.3¤²│╔ųŲČ╚ĒÜØMūŃęįŽ┬╚²³c╗∙▒Šę¬Ū¾Ż║
ó┘ĪóĖ„ļAČ╬æ¬ėąę╗Č©Ą─╔²£ž╗“ĮĄ£ž╦┘Č╚Ż¼▓╗Ą├│¼▀^Ż¼ęį├Ō┼„¾wā╚═Ō£ž▓Ņ▀^┤¾Č°ą╬│╔ŲŲē─æ¬┴”Ż¼═¼Ģr▀Ćæ¬┐╝æ]ĄĮįōļAČ╬ųą╦∙▀MąąĄ─╬’└Ē╗»īWūā╗»╦∙ąĶꬥ─ĢrķgĪŻ
ó┌Īóį┌▀mę╦Ą─¤²│╔£žČ╚Ž┬æ¬ėąę╗Č©Ą─▒Ż£žĢrķgŻ¼ęį╩╣┼„¾wā╚═Ō£žČ╚┌ģė┌ę╗ų┬Ż¼▒ŻūC┼„¾wā╚═Ō
│õĘų¤²ĮY║═ėį├µ│╔╩ņŲĮš¹ĪŻ
ó█Īóį┌─│ą®ļAČ╬æ¬▒Ż│ųę╗Č©Ą─ÜŌĘšŻ¼ęį▒ŻūC┼„¾wųą─│ą®╬’└Ē╗»īW▀^│╠Ą─▀MąąĪŻ
1.4Ż║ Ų÷ĖGī”─═╗▓─┴Žąį─▄Ą─ę¬Ū¾Ż║
ó┘.ėąūŃē“Ą──═╗Č╚Ż¼į┌ūŅĖ▀╩╣ė├£žČ╚Ž┬▓╗░l╔·╚█╗»╗“▄ø╗»;
ó┌.į┌ūŅĖ▀╩╣ė├£žČ╚Ž┬Ż¼Š▀ėąūŃē“Ą─Ė▀£žÖCąĄÅŖČ╚;
ó█.į┌Ė▀£žŽ┬¾wĘeĘĆČ©;
ó▄.£žČ╚╝▒äĪūā╗»Ģr▓╗░l╔·ŲŲ┴č║═äā┬õ;
ó▌.į┌Ė▀£žŽ┬─▄│ą╩▄Ātā╚ÜŌĘš╗“▓─┴ŽĄ─Ūų╬g;
ó▐.į┌Ė▀£žŽ┬ėą┴╝║├Ą─Į^Šēąį─▄;
ó▀.─▄▒Ż£žŻ¼╩╣Ž“═ŌĮń╔ó╩¦Ą─¤ß┴┐▌^╔┘ĪŻ
¼F┤·╦ĒĄ└ĖGŻ║ČÓ▓╔ė├ŲĮĄ§ĒöŻ¼ė├«Éą╬┤uŲ÷ų■ĖGĒöŻ¼ŲõŽ┬čž×ķŲĮĒö╗“Į³╦ŲŲĮĒöĪŻĖGŅ^╝░ĖG╬▓Č╝įOėąĖGķTŻ¼×ķ┴╦Ę└ų╣ĖGŅ^┬®╚ļ└õ┐šÜŌ║═ĖG╬▓┬®│÷└õģs’LŻ¼Ą½ėą║▄ČÓ▓╗└¹ĪŻ
ĖG▄ćŻ║ė├üĒ▀\▌dųŲŲĘŻ¼ĖG▄ćį┌ĖGā╚śŗ│╔ĘŌķ]Ą─╗ŅäėĖGĄūŻ¼ĖG▄ćė╔Įī┘▄ć╝▄╝░Ųõ╔Ž─═╗▓─┴ŽĮM│╔ĪŻ
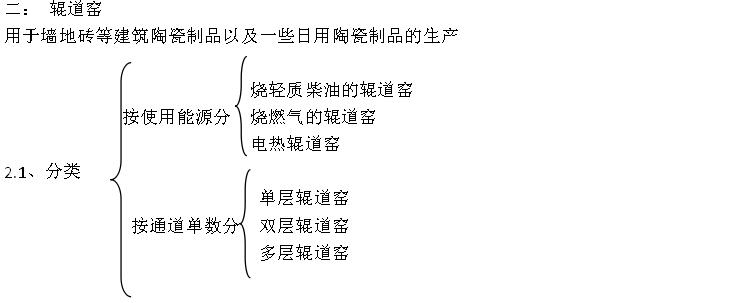
2.2Īó▌üĄ└ĖGūŅ═╗│÷Ą─╠ž³cŻ©┼c╦ĒĄ└ĖGŽÓ▒╚▌^Ż®
▓╔ė├▌ü░¶┤·╠µĖG▄ćū„×ķ▀\▌d╣żŠ▀ĪŻ┼„╝■┐╔ų▒ĮėĘ┼į┌▌ü░¶╔ŽŻ¼ę▓┐╔Ę┼į┌ē|░Õ╔ŽĪŻ

▌üĄ└ĖGų„ę¬ā׳cėąŻ║
ó┘Īó£ž▓ŅąĪŻ║
ė╔ė┌öÓ├µ│╩▒ŌŲĮą╬Ż¼ųŲŲĘę╗░Ń×ķå╬īė¤²│╔Ż¼╣╩╗∙▒Š╔Ž▓╗┤µį┌╔ŽŽ┬£ž▓ŅĪŻ
▌üūėĄ─╔ŽŽ┬─▄═¼Ģr╝ė¤ßŻ¼ųŲŲĘ┬Ѥ²▓╗čbŽ╗└ÅĪŻé„¤ß╦┘┬╩╝ė┐ņŻ¼ĖGā╚öÓ├µ£žČ╚Š∙ä“Ż¼╣╩┤¾┤¾┐sČ╠┴╦¤²│╔ĢrķgĪŻ
ė╔ė┌ø]ėąĖG▄ćŻ¼ø]ėą▄ćŽ┬┬®’LŻ¼╦∙ęįę▓▒ŻūC┴╦ĖGā╚╔ŽŽ┬£žČ╚Ą─Š∙ä“Ż╗
ó┌Īó╣Ø─▄Ż║
╚ĪŽ¹┴╦ĖG▄ć║═Ž╗└ÅŻ¼▌üĄ└ĖGī┘ųą┐šĖGŻ¼ĖGā╚ūĶ┴”ąĪŻ¼ē║ĮĄąĪŻ¼╣╩ĖGā╚Ą─š²žōē║Č╝▓╗┤¾Ż¼╝ė╔Ž¤oŪ·ĘŌĪó▄ćĘŌĪó╔░ĘŌĄ╚┐šŽČŻ¼ĖG¾w├▄ĘŌąį║├Ż¼┤¾┤¾╠ßĖ▀┴╦¤ß└¹ė├┬╩Ż╗
ó█ĪóÖCąĄ╗»Īóūįäė╗»│╠Č╚Ė▀Ż║▓╗āHĮĄĄ═┴╦╣ż╚╦Ą─ä┌äėÅŖČ╚Ż¼Č°Ūę▒ŻūC┴╦«aŲĘ┘|┴┐Ą─ĘĆČ©Ż¼▌üĄ└ĖG─▄┼cŪ░║¾╣żą“▀B│╔═Ļš¹Ą─╔·«aŠĆŻ¼┤¾┤¾╠ßĖ▀ą¦┬╩Ż╗
ó▄ĪóĮøØ·ą¦ęµĖ▀Ż║▌üĄ└ĖGš╝Ąž├µĘeąĪŻ¼ĮYśŗ║åå╬Ż¼Į©įņ┐ņŻ©ę╗░Ń▓╗│¼▀^╚²éĆį┬Ż®Ż¼ę“Č°ęŖą¦┐ņŻ¼ĮøØ·ą¦ęµ╩«Ęų├„’@ĪŻ
ó▌Īó╩╣ė├Ą─╚╝┴Ž×ķŪÕØŹ╚╝┴ŽŁhŠ│╬█╚Š│╠Č╚ĮĄĄ═ĪŻ
╚²Ż║▌üĄ└ĖGĮYśŗ┼cė├─═╗▓─┴ŽŻ║
▌üĄ└ĖGė├─═╗▓─┴ŽŻ║Ęų×ķĖG¾w▓─┴Ž║═▌üūė▓─┴ŽŻ¼╦∙▀xė├─═╗▓─┴Žęį▌p┘|─═╗┤u║═─═╗▓─┴Ž×ķų„ĪŻ
▌üĄ└ĖGĄ─ĖG¾wĘų╣Ø░┤─ŻöĄįOėŗŻ¼ę╗░Ńęį┤¾╝s2.2mū„×ķę╗éĆ─ŻöĄČ╬Ż¼─ŻöĄČ╬Ą─ķLČ╚æ¬×ķ▌ü░¶ķgŠÓĄ─š¹öĄ▒ČĪŻĘų╣Ø─ŻöĄ╗»īŹ¼F┴╦▌üĄ└ĖGįOėŗųŲįņĄ─ś╦£╩╗»Ż¼═¼Ģr▀xė├▓╗═¼Ą──ŻöĄ┐╔ęįņ`╗ŅĮM│╔Ė„ĘNĖGķLĪó═¼ę╗ą═╠¢ĪóČÓĘN«a─▄Ą─▌üĄ└ĖGŽĄ┴ąĪŻ┴Ē═ŌŻ¼╣Øķgė├╠š┤╔└wŠSÜųūėČ┬╚¹Ż¼╝╚┐╔ęįū„×ķ╣Ø┼c╣Øų«ķgĄ─ĖGĘŌŻ¼▀Ć┐╔ęįŲĄĮ┼“├ø┐pĄ─ū„ė├ĪŻ
ĖG¾w▓╔ė├Įī┘┐“╝▄│ą▌dĮYśŗŻ¼ā╚ęr─═╗▓─┴ŽĘųČ╬ŅAųŲŻ¼¼Fł÷ĮMčbĪŻĖGĒöČÓ▓╔ė├æęÆņ╩ĮĄ§ĒöĮYśŗŻ¼įōĮYśŗ▓╗Ą½┐╔ęį£p╔┘ĖGĒöĄ─│ąųžŻ¼╩╣ĖG¾w▌pą═╗»Ż¼Č°Ūę╚Ī┤·┴╦└Ž╩ĮĖGĒö▓╔ė├Ą─┤¾░Õ╗“╣░ą═┤uĒöĮYśŗŻ¼īŹ¼F┴╦ĖGĀtĄ─īƾw╗»ĪŻĄ§ĒöĮYśŗĄ─ÖMŽ“═Ų┴”║▄ąĪŻ¼ėą└¹ė┌£p╔┘ĖGā╚ÜŌ¾wĄ─Ęųīė¼FŽ¾Ż¼Ą½ĖGĀtĄ─╩╣ė├ē█├³┐sČ╠Īó£ž▓Ņį÷┤¾ĪŻ
ĖGĄ└ā╚Ė„┐žųŲČ╬ĖGĄū▓╔ė├┴╦▓╗═¼▓─┘|Ą─Ė¶¤ß┤uō§╗ē”Ż¼═¼ę╗▓┐╬╗Ą─ĖGĒöįOų├┴╦┐╔š{╣ØĄ─▓╗═¼▓─┘|Ą─Ė¶čµ░ÕŻ©╦ūĘQō§╗░ÕŻ®Ż¼░čĖGĀtĖ¶│╔▓╗═¼£žČ╚Č╬ęį▒Ńė┌£žČ╚Ą─š{╣Ø║═┐žųŲĪŻĖGĀtķLČ╚║═īÆČ╚Ą─┤_Č©ę¬Ė∙ō■╦∙¤²┼„¾wĄ─ĄV╬’Īó╗»īWĮM│╔╝░«a─▄üĒøQČ©ĪŻ╚ń╣¹«aŲĘ┼õ┴Žųą╦∙║¼╠╝╦žĪóėąÖC╬’║═Ģ■ĘųĮŌĄ─¹}ŅÉ▌^ČÓŻ¼Š═ąĶ▌^ķLĄ─č§╗»ĢrķgŻ¼ę“Č°ŅA¤ßĦŠ═ŽÓī”▌^ķLŻ╗╚ń╣¹ę¬Ū¾«aŲĘĄ─╬³╦«┬╩▌^Ą═Ż¼Š═æ¬▀m«ö╝ėķL¤²│╔ĦĪŻī”ė┌╠žČ©Ą─ĖGĀtŻ¼╚²Ä¦▒╚└²Ą─╬óš{Ż¼▀Ć┐╔ęį═©▀^ō§╗░Õ/ō§╗ē”Ą─╔²Ė▀╗“ĮĄĄ═ĪóćŖśīĄ─Ū░ęŲ╗“║¾ęŲĪóĄū-├µ┼┼¤¤▒╚└²Ą─Ė─ūā║═ĖGĀtē║┴”Ą─š{š¹Ą╚üĒīŹ¼F