╩»╗ęĖG╩ŪĖ▀£ž¤²ųŲ╩»╗ęĄ─ĖGĀtįOéõŻ¼ė├üĒņč¤²╩»╗ę╩»╩╣╩»╗ę╩»į┌Ė▀£žŚl╝■Ž┬ĘųĮŌ│╔╔·╩»╗ęCaO║═Č■č§╗»╠╝CO2Ą─ĖGĀtŻ¼╩»╗ę╩»║═╚╝┴Žčb╚ļ╩»╗ęĖGŻ©╚¶ÜŌ¾w╚╝┴ŽĮø╣▄Ą└║═╚╝¤²Ų„╦═╚ļŻ®ŅA¤ß║¾ĄĮ850Č╚ķ_╩╝ĘųĮŌŻ¼ĄĮ1200Č╚═Ļ│╔ņč¤²Ż¼į┘Įø└õģs║¾Ż¼ąČ│÷ĖG═ŌĪŻ╝┤═Ļ│╔╔·╩»╗ę«aŲĘĄ─╔·«aĪŻ▓╗═¼Ą─ĖGą╬ėą▓╗═¼Ą─ŅA¤ßĪóņč¤²Īó└õģs║═ąČ╗ęĘĮ╩ĮĪŻĄ½ėąÄū³c╣ż╦ćįŁät╩ŪŽÓ═¼Ą─╝┤Ż║įŁ┴Ž┘|┴┐Ė▀Ż¼╩»╗ę┘|┴┐║├Ż╗╚╝┴Ž¤ßųĄĖ▀Ż¼öĄ┴┐Ž¹║─╔┘Ż╗╩»╗ę╩»┴ŻČ╚║═ņč¤²Ģrķg│╔š²▒╚Ż╗╔·╩»╗ę╗ŅąįČ╚║═ņč¤²ĢrķgŻ¼ņč¤²£žČ╚│╔Ę┤▒╚ĪŻ
ć°ļH╔Ž╔·«a╗Ņąį╩»╗ęĄ─ĖGą═ėąā╔┤¾ŅÉŻ║ę╗ŅÉ╩Ū╗ž▐DĖGŻ¼Ż╗┴Ēę╗ŅÉ╩ŪžQĖGŻ¼╚ńć°ā╚└Ž╩ĮĄ─łA═▓žQĖG¼Fį┌╗∙▒ŠęčĮøø]ėą┴╦Ż¼▓ó┴„ąŅ¤ß╩Įļp╠┼žQĖGĪóļp┴║žQĖG║═Łhą╬╠ū═▓žQĖGĄ╚ĪŻ
ć°ā╚Ą─└Ž╩ĮžQĖGŠ═Ātą═ą╬ĀŅüĒĘųŻ¼┤¾¾wĘų×ķā╔ŅÉ▓╗▀^¼Fį┌ęčĮø▓╗ČÓęŖ┴╦Ż║
Ą┌ę╗ŅÉŻ║ų▒═▓ą╬Ż║Ātęr╔ŽŽ┬ų▒ÅĮŽÓĄ╚Ż¼Ātūė┤¾ąĪ▓╗Ą╚Ż¼ę╗░Ńų▒ÅĮį┌2800~4800mmų«ķgĪŻ
Ą┌Č■ŅÉŻ║╗©Ų┐ą╬Ż¼Ātęr╔Ž┐┌ąĪ×ķ2200mmŻ¼ųąķg×ķ400-4400mmŻ¼┼┼ĄV┐┌ąĪ×ķ2000mmĪŻ
╩»╗ęĖGų„ę¬ė╔ĖG¾wĪó╔Ž┴Žčbų├Īó▓╝┴Žčbų├Īó╚╝¤²čbų├ĪóąČ╗ęčbų├ĪóļŖŲ„Īóāx▒Ē┐žųŲčbų├Īó│²ēmčbų├Ą╚ĮM│╔ĪŻ
╩»╗ęĖG─═╗▓─┴Žęr¾wė╔ė┌╩▄ĄĮĖ▀£ž¤ßø_ō¶ĪóÖCąĄ─źōpĪóĮYśŗæ¬┴”ęį╝░╗»īWŪų╬gĄ─ė░Ēæ╩╣ė├Śl╝■ĘŪ│Ż┐┴┐╠ĪŻĶbė┌┐┴┐╠Ą─╩╣ė├Śl╝■Ż¼ę¬Ū¾─═╗▓─┴Ž▒žĒÜŠ▀ėą┴╝║├Ą──═╗»īWŪų╬gąįŻ¼ā×┴╝Ą─Ė▀£ž¾wĘeĘĆČ©ąį╝░Ų÷¾wĄ─š¹¾wąįĪó┴╝║├Ą─┐╣¤ßšĘĆČ©ąįĪó┴╝║├Ą─┐╣ÖCąĄø_╦ó╝░─═─źąįĄ╚ąį─▄ĪŻė╔ė┌╩»╗ęžQĖG╚²Ä¦Ą─£žČ╚╝░ĖGā╚╬’┴Ž║═ÜŌ¾wų«ķg╦∙░l╔·Ą─╬’└Ē║═╗»īWū„ė├▓╗═¼Ż¼ę“┤╦▓╗═¼ĖGģ^╦∙ė├▓─┴ŽĄ─ę¬Ū¾ę▓▓╗═¼ĪŻÅ─īŹļHŪķørüĒ┐┤Ż¼ņč¤²┤³╩ŪĖ▀£žģ^ė“Ż¼╩»╗ę╩»Š═╩Ūį┌┤╦ģ^ė“ĘųĮŌŻ¼╩»╗ę┼c┤uęrĢ■░l╔·Ę┤æ¬Ż¼ęr┤uĢ■▒╗Ūų╬g▄ø╗»Ż¼╬’┴ŽŽ┬ĮĄĢrėųĢ■ī”ęr┤u«a╔·─źōpŻ¼╚ń╣¹▓╔ė├─═╚█ąį▓ŅĄ──═╗┤uū„ęr┤uŻ¼Ģrķg▓╗ķLŠ═Ģ■ōpē─ĪŻ╦∙ęįį┌┤╦ģ^ė“æ¬įōė├─═╗Č╚×ķ1770~1790ĪµĪó─═─źąį─▄║├Ą─Ė▀õX┤uĪŻ╩»╗ę╗ž▐DĖGĖ„Č╬Ą─Š▀¾wę¬Ū¾╚ńŽ┬Ż║
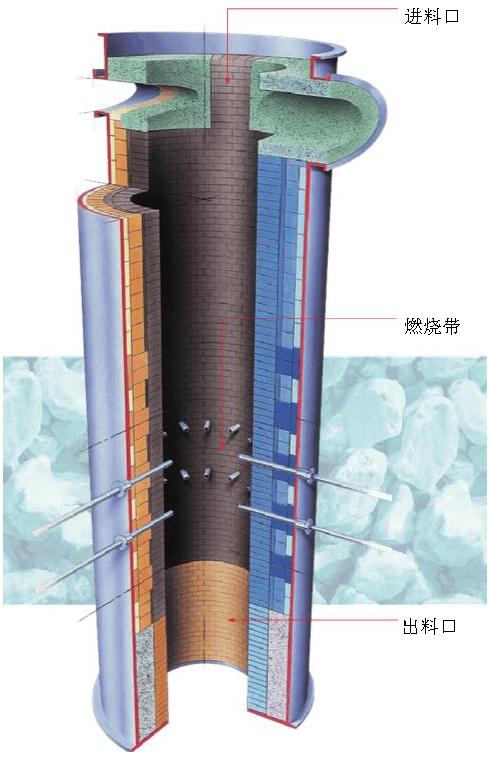
1.ŅA¤ßČ╬
ŅA¤ßČ╬Ū░├µ╩ŪŅA¤ßÖCŻ¼╩»╗ę╩»Ž╚į┌ŅA¤ßÖC╝ė¤ßŻ¼¤ßį┤╩Ū└¹ė├└õģsČ╬Ą─ÅU¤¤ÜŌŻ¼įŁ┴Ž┴ŻČ╚10~30mmŻ¼▀M╚ļŅA¤ßČ╬Ą─£žČ╚×ķ1000~1050ĪµŻ¼ī”▓─┴ŽĄ─ę¬Ū¾ų„ę¬×ķÅŖČ╚Ė▀Īó─═─źąį║├Īóėąę╗Č©Ą─┐╣¤ßšąįŻ¼┤╦ļAČ╬ę╗░Ń▓╔ė├ų┬├▄š│═┴┤u╗“Ė▀Ą╚╝ēš│═┴┤uŻ¼Ų÷ų■Ģrę╗░Ń▓╗ė├ė└Š├īėŻ¼ĀtÜż£žČ╚┐žųŲį┌▓╗Ė▀ė┌350Īµ.ė├╗─ÓرŲ÷ĪŻ
2.▀^Č╔ĦŻ©ōP┴ŽÄ¦Ż®
┤╦Č╬Ą─£žČ╚×ķ1200~1300ĪµŻ¼╩Ū╩»╗ę╩»Ž“¤²│╔Ħ▀\ąąĄ─▀^Č╔ļAČ╬Ż¼┤╦ļAČ╬£žČ╚ūā╗»▌^┤¾Ż¼▓┐Ęų╩»╗ę╩»ęčķ_╩╝Ę┤æ¬Ż¼ę¬Ū¾┤╦ļAČ╬▓─┴ŽĄ─¤ßšĘĆČ©ąį║═▓─┴ŽÅŖČ╚ę¬║├Ż¼ę╗░Ń▀xė├B-HM55─¬üĒ╩»┤uĪŻ═¼Ģr,į┌įōļAČ╬×ķ┴╦╩╣┴ŽĘų▓╝Š∙ä“║═╩▄¤ßŠ∙ä“Ż¼į┌Ų÷ų■Ģrę╗░Ńį┌ķLČ╚ĘĮŽ“╝ė3Ślū¾ėęĄ─═╣ŲĄ─ōP┴ŽÄ¦üĒĦäėįŁ┴ŽĘŁ▐DŻ¼įō═╣Ų▓─┴Žę╗░Ń▀xė├═¼▓─┘|ŅAųŲēKĪŻįōČ╬Ų÷ų■Ģrė├─¬üĒ╩»┤u║═╗─Óų▒ĮėŲ÷ų■Ż¼┐╔¤oė└Š├īėĪŻ
3.Ė▀£žÄ¦
Ė▀£žÄ¦ŠoÓŤ²│╔ĦŻ¼╩╣ė├£žČ╚1300~1400ĪµŻ¼£žČ╚ūā╗»ŅlĘ▒Ż¼įōČ╬ę¬Ū¾▓─┴ŽŠ▀ėą▌^Ė▀Ą─║╔ųž▄ø╗»ķ_╩╝³c║═▌^Ė▀¾wĄ─ĘeĘĆČ©ąįŻ©ųž¤²×ķ╬ó┼“├øŻ®Ż¼▌^║├Ą─┐╣¤ßšąįĪŻę╗░Ń▀xė├╠ž╩ŌĖ▀õX┤u┼c╗─Ó┼õ║Žų▒ĮėŲ÷ų■Ż¼¤oė└Š├īėĪŻ┤╦Č╬┤·▒Ē▓─┴Ž×ķGL-75Ė▀õX┤uĪŻ
4.¤²│╔Ħ
¤²│╔Ħ╩Ū╩»╗ęĄ─ūŅĮKĘ┤æ¬ļAČ╬Ż¼┤╦Č╬▓╔ė├ę╗éĆ┤¾¤²ūņ╝ė£žŻ¼£žČ╚į┌1400~1500ĪµŻ¼ė╔ė┌╩»╗ęĄ─╗Ņąįę¬Ū¾įĮĖ▀Ż¼Ųõ¤²│╔£žČ╚Š═įĮĖ▀ĪŻō■┤╦įŁę“Ż¼┤╦Č╬▓╔ė├ė└Š├Ė¶¤ßīėŻ¼▓óę¬Ū¾Ė¶¤ß▓─┴Žę¬ėąŽÓ«öĄ─ÅŖČ╚Ż¼Ę└ų╣▒╗╣żū„īė─źōpĘ█╗»ĪŻ┤╦Č╬▓─┴Ž▓╔ė├Ė╗µV╝ŌŠ¦╩»┤uŻ¼▓╔ė├¤o╗─ÓĖ╔Ų÷Ż¼┤u┼c┤uųąķg╝ėõō░ÕŻ¼į┌Ė▀£žĢrŻ¼õō░Õ┼c▓─┴Ž╔·│╔µVĶF╝ŌŠ¦╩»Ż¼└╬╣╠š│Įėį┌ę╗ŲĪŻ
5Ż«└õģsĦ
└õģsĦ║▄Č╠Ż¼ų╗ėąÄūŁh┤u╗“Ø▓ūó┴ŽŻ¼£žČ╚×ķ1300~1400ĪµŻ¼ę╗░Ńė├GL-75Ė▀õX┤uŲ÷ų■ĪŻ
6Ż«└õģsÖC
┤╦įOéõ╩Ū│╔ŲĘ╩»╗ęĄ─└õģsįOéõŻ¼ė├╣─’LÖC▀Mąą└õģsŻ¼┤╦Č╬ę¬Ū¾└õģs║├Ą─╩»╗ę£žČ╚Ą═ė┌100ĪµĪŻ└õģs║├Ą─╩»╗ę═©▀^ŲżÄ¦▀M╚ļ┴Žé}ĪŻ¤ßĮ╗ōQ║¾Ą─¤ß┐šÜŌ£žČ╚×ķ600Īµū¾ėęŻ¼ū„×ķų·╚╝’L▀M╚ļ╗ž▐DĖG┼c├║ÜŌ╗ņ║Ž╚╝¤²ĪŻ┤╦Č╬▓╔ė├š│═┴┤uė├╗─ÓرŲ÷╩®╣żĪŻ
7.─═╗─Ó
ė╔ė┌į┌╩»╗ę╗ž▐DĖGĖ„éĆļAČ╬Ą─Ų÷ų■ĘNŻ¼┤¾▓┐Ęųę¬ė├╗─Ó┼õ║ŽŲ÷ų■Ż¼ī”╗─Óę▓ėą╠ž╩ŌĄ─ę¬Ū¾Ą─ę¬Ū¾Ż¼ę╗░Ńæ¬Ė∙ō■Ė„éĆ▓┐╬╗Ą─£žČ╚╝░ę¬Ū¾Ż¼▀xō±▀m║ŽĄ──═╗─ÓŻ¼Ę└ų╣│÷¼Få╬╝āĄ─ūĘŪ¾╗─ÓĄ─Ė▀▓─┘|Č°¤oĘ©┼cįōļAČ╬Ą─£žČ╚Īó▓─┴ŽŽÓŲź┼õŻ¼ė░ĒæĄĮĖGĄ─š¹¾w▀\ąąĪŻ
ĮY╩°šZŻ║ī”ė┌¤²ųŲ╩»╗ę╩»Ą─╚╬║╬ę╗ĘNĖGĀtįOéõį┌▀xō±─═╗▓─┴Žā╚ęrĢrČ╝æ¬Ė∙ō■ĖGĀtūįšJĄ─╚╝¤²ÖC└ĒĪó─źōpÖC└ĒĪóĖ▀£žĘ┤欎┬Ą─┐╣Ūų╬gĄ╚ę“╦ž▀xō±─═Ė▀£žĪó─═─źĪóĖ▀║╔▄øĪó┐╣╝▒└õ╝▒¤ßĄ──═╗▓─┴Žęr└’Ż¼║Ž▀mĄ─Ātęr▓┼Ģ■įņŠ═Ė▀ą¦Ą─«a─▄ĪŻ